


從 5mm 到 0.5mm,突破鈦合金翼麵(miàn)蒙皮加工
2025-2-18 來源:國宏工具(jù) 作者:-
國宏工具助力南京航空航(háng)天大學工藝(yì)優化 化解老大難(nán)問題
航空製造企業中流傳著這樣一句話:“要把一克重量送上天,需要花費一(yī)克黃金。”這對占據了飛機 80%麵積、21%重量的蒙皮(pí)零件來說,可(kě)謂是“至理名言”。包(bāo)裹在飛機外殼的蒙(méng)皮,為了滿(mǎn)足飛機減重、動力提升等需求,零件厚度被“一降再降”,新一代戰(zhàn)術製導飛行器的金(jīn)屬(shǔ)蒙(méng)皮厚度最薄處(chù)甚至僅 0.5mm,如同雞蛋殼般。同時,作為直接承受飛機載荷、對飛機疲勞壽命起(qǐ)決定性作用的(de)零件,蒙皮不僅采用了高強度鈦合金(jīn)等新材料,對加工精度(dù)和表麵質量都有著極高的要求,其加工技術一直被公認為是行業難題。
南京航空航天大學(以下簡稱“南(nán)航”)作為全國知名高校,以及數(shù)次參與我國(guó)航空航天重要型號預研、技術攻關、試驗任務的專(zhuān)業科研機構,一直致(zhì)力於多類型航空(kōng)航天“難(nán)加工”零件的工藝優化(huà)。針對某軍工企業某型(xíng)號翼麵鈦合金蒙皮零件易切穿、成品率低的問題,南航特別成(chéng)立了項目團隊(duì),就其零件結構、材料特性、裝(zhuāng)夾方(fāng)式、加工工藝等進行了係統(tǒng)性(xìng)探究,並聯合國宏工具(jù)係統(無(wú)錫)股份有限公司(以下簡稱“國宏工具”),共同研發了專用的直(zhí)刃(rèn)結構整(zhěng)體硬質合金(jīn)銑刀,成功完成了厚度最小處僅 0.5mm、最大處 1mm,且帶(dài)有 0.5mm 厚度立筋結構的鈦合金薄壁(bì)蒙皮試驗件高效高(gāo)精加工(gōng),為整體薄壁腹板類零(líng)件的加工提供了有益借(jiè)鑒。
鈦合(hé)金+複雜薄(báo)壁結構,加工難度成倍上(shàng)升
該款翼麵蒙皮結構複雜,如圖(tú) 1 所(suǒ)示,主體結構為 1mm 厚的腹板,尺寸接近 0.8 X 0.3m,度很大;腹板上還帶有多邊形型腔結構,型腔側壁的壁厚(hòu)僅為 0.5mm,高度為 3.5mm,屬(shǔ)於(yú)典型的弱剛度結構。蒙皮零件的毛坯為 5mm 厚鈦合(hé)金(jīn)板材,材料去除(chú)率高達 92.6%。加之零件整體均由 TA15鈦合金製成,其材料的室(shì)溫強度、高溫強度(dù)以及焊接性能均高於 TC4 鈦合金等其他材料,更使得零件的加工難度(dù)成倍上升。

圖 1:蒙皮零件的(de)主體結構
南航項(xiàng)目團隊在對原加工工藝分析後發現,刀具的“不合適”是頻繁產生過切問題的關(guān)鍵。在刀具切入板材時,加工(gōng)區域(yù)的材料會發生塑(sù)性變形,同時受到刀具所產生的向上牽引(yǐn)作用發生一定(dìng)程度的翹曲。隨(suí)著(zhe)餘量的不斷去除,板材剛度逐漸下降(jiàng),切削力的作用便讓實際切(qiē)深越來越大,從而導致腹板的過(guò)切,甚至切穿。

圖 2:被切穿的腹板
明確方案優化重(chóng)點後,南(nán)航(háng)項目團隊便開始尋找合適的刀具廠商。國宏工具作為國產硬質合金刀具的領先企業,也是與南航保持著緊密聯(lián)係的校企合作夥伴,自然成為了團隊的第一(yī)選擇。“國宏工具(jù)是國內少數幾家(jiā)擁有刀具全製程自主生產能力(lì)的企業(yè),在航空(kōng)航天難加工材料領域有著深厚的技術和經(jīng)驗積累,更為(wéi)難得的(de),是他們擁有高水平的(de)切削實驗室,無論是‘硬件’還是‘軟實力’都十分契合南航對(duì)於(yú)技術合作夥(huǒ)伴的需求。”南航項目團隊負責人介紹(shào)說。
大膽創新,研發鈦合金專用直刃銑(xǐ)刀
針對高硬度材料的側麵加工、槽加工,目前行業多采用大螺旋角立銑刀,因為螺旋角越大,工件與刀刃的接觸線就越長,施加到(dào)單位長度的刀刃上的負荷也就越小,從而有利於(yú)延長刀具壽命,也能(néng)在一定程度上提升切削穩定性(xìng)。但國宏工(gōng)具技術(shù)部門在深度探究後發現,針對該款(kuǎn)薄壁(bì)零件,原(yuán)本為立(lì)銑刀帶來性(xìng)能提升的“螺旋角”正是板材切穿(chuān)的“罪魁禍首”。
“多次模擬加工後,我們發現,帶螺旋(xuán)角的銑刀由於刀齒沿著螺(luó)旋排列,且每個刀齒的切削位置不同,因此切削力被(bèi)分散到整個刀具上,在加工中便(biàn)會(huì)對腹板產生‘上拉—下(xià)壓’的(de)上下往複作用,這時一旦板材局部厚度不均(jun1)勻存在翹曲凸起,就會出現過切。”國宏工具技術(shù)總監王必永(yǒng)先生介紹說,“我們大膽提出(chū)了研發螺(luó)旋(xuán)角為 0°的鈦合金專用直刃銑刀的想法,看是否能通過將切削力集中在與工件表麵垂直方向的方式,避(bì)免過切。”
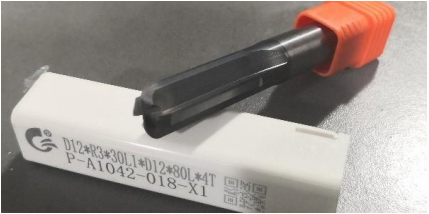
圖(tú) 3:國宏工具直刃銑刀(dāo)實物圖
隨後,國宏(hóng)工具技術(shù)部門快速設計出了對比實驗方案(àn):將兩款采用了相同硬質合(hé)金基體材質與國宏自主研發的 AlCrN 基塗層材質(zhì)的螺(luó)旋角銑刀和直刃銑(xǐ)刀,通過同款(kuǎn)三軸加(jiā)工中心對目標零件的鈦合金毛坯板材進(jìn)行加工試驗。同時,利用壓電式(shì)儀削力測量係(xì)統同步測量作用於工件和刀具上的切削力(lì)。
測試結果(guǒ)顯示,不同於帶螺旋角的銑刀加工時會在軸向產生正負兩向交替往複的切削力(lì),直(zhí)刃銑刀產生(shēng)的軸向力始(shǐ)終對腹板產生(shēng)下壓作用,因此能夠避免腹板被刀具切穿的(de)問題。此(cǐ)外,下壓的切(qiē)削力(lì)有(yǒu)助於壓緊腹板零(líng)件,輔(fǔ)助實現真空吸盤的嚴密吸附(fù),從(cóng)而保證切削過程(chéng)中(zhōng)切深的準確性,提升腹板的加工精度(dù)。實驗還發現(xiàn),較之帶有螺旋角的銑刀,直刃銑刀在相同切削參數下的切削力更小,因而能夠降低切削過(guò)程中產生的(de)殘(cán)餘應力,減少低厚度腹板結構(gòu)的加工變形,如圖 4 所示。
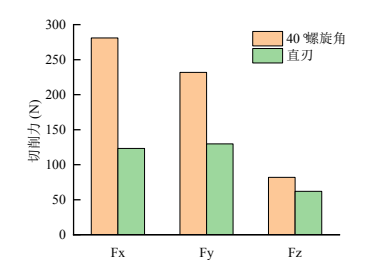
圖 4:帶螺(luó)旋角的(de)常規銑刀與直刃銑刀的切(qiē)削力大小對比
南航(háng)項目團隊在內部測試後,對國宏工具所研發的直刃銑刀的性能表示了高度認可。“采用直刃銑刀來加工(gōng)鈦合金薄壁零件是一個顛(diān)覆傳統認知的創新設想,國宏工具團隊以高效的執行力和強大(dà)的(de)技(jì)術力將設想變成了現(xiàn)實(shí),為我們攻堅這一項目帶來了突破。”南航團隊(duì)負責人說道,“此外,國宏工具(jù)自主研發的鈦合金專用塗層,也(yě)是這款刀具能夠充分發揮效用,達到理想(xiǎng)加工效果的關鍵。”
加工難(nán)點“逐(zhú)一擊破”,實現工(gōng)藝(yì)優化
找到合適的(de)刀具,僅是方案優化的第一步,如何優化設計加工工(gōng)藝成為了擺在南航項目團隊麵前的又一(yī)難題。根據以往(wǎng)的經驗,基於(yú)“短板優先”的原則(zé),團隊先設計了總體加工(gōng)工序——首先在板材上加工型腔(圖 5 a)),從型腔中心位置螺旋下刀(dāo),切深達(dá)到槽(cáo)腔深度後刀路逐步向外擴展,完成最薄弱的型腔內(nèi)腹板的加工(圖 5 b))。之後再進(jìn)行槽銑,去除各型腔間(jiān)的材料(圖 5 c))。最後(hòu)對型腔立筋結(jié)構的內(nèi)外圈進行(háng)加工(圖 5 d))。
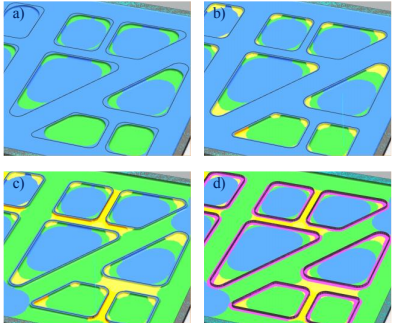
圖 5:蒙皮樣件的工序(xù)設計
而後(hòu),便是對單工(gōng)序(xù)加(jiā)工(gōng)難點的“逐個擊破”了。在完成型(xíng)腔內(nèi)部粗加工後,轉(zhuǎn)角部位(wèi)還殘留有較多材料,且這些轉角大(dà)多十分狹窄,在其內進行粗精加(jiā)工難度(dù)很大。初步的設計方(fāng)案(àn)是采用小直徑直刃銑刀,以側銑方式進(jìn)行,但很快便出現了小直徑刀具難以承受逐漸增大的切削力而折斷的問題,而(ér)若通過減少切深與進給速(sù)度來控製切削時刀具的載荷,又會極大(dà)影響加工效率。因此,國宏工具技術團隊便(biàn)提出了采用插銑方式的可能(néng)性,並且(qiě)直刃銑刀也非常適用(yòng)於插銑工藝。在得到南航項目團(tuán)隊(duì)認可(kě)後,經過多次加工實驗的國宏工具技術團隊確定了具體的工藝參數(如表 1 所示)。

表 1:型腔轉角殘插銑加工(gōng)切削參數(shù)
對型腔內外側壁進行精加工是最後一道工序,在零件剛性最(zuì)弱時,將側壁內外兩(liǎng)側餘量一(yī)次性高效去除,並確保(bǎo)尺(chǐ)寸精(jīng)度到位的嚴苛要求,也使其成為了難度最大的一道工序。如何實現?確定切削速度與每齒進給量是關鍵。“國宏工具在前期對直刃銑刀切削力的(de)測試數據,為我(wǒ)們這一步序的工藝設計提供了很大幫助。” 南航團隊(duì)負責人介紹(shào)說。
國宏工具(jù)實驗發現,切削(xuē)速度對直刃銑(xǐ)刀(dāo)的切(qiē)削力(lì)影響不(bú)大,相(xiàng)反(fǎn),每齒進給量與切寬則對直刃銑刀的切削力產生了顯(xiǎn)著影響,並且,切寬變化帶來的影(yǐng)響更(gèng)大。基於此數據,南航項目團隊提出,在對型腔內外側壁進行側(cè)銑加(jiā)工時,可以采(cǎi)用高速切削,配合較小的每齒進給量與切(qiē)寬,從(cóng)而在減少切削力的同時獲得較高的(de)材料去(qù)除率。

表(biǎo) 2:內/外側壁精加工工藝參數
“經過我們團隊成員和各(gè)方合作夥(huǒ)伴,尤其是國宏(hóng)工具技術部門(mén)的共同努力,蒙皮(pí)樣件最終成功通過了驗收,不僅將精度、表麵質量誤差控製在±0.05mm 以內,還大幅提升(shēng)了加工效率,加工耗時較原有工藝減少了(le)約 53%,且加工過(guò)程穩定。” 南航團隊負責(zé)人總結道,“我們相信(xìn),南航(háng)與國(guó)宏工具(jù)正式成立的‘高性能(néng)刀具(jù)係統(tǒng)技術聯合(hé)實驗室’,接下來將會帶動更多的研究項目落地。”
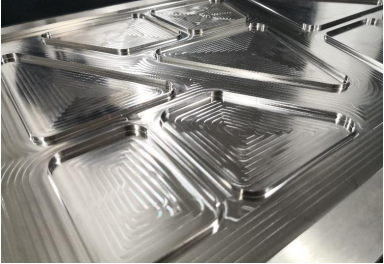
圖 6:完(wán)成加工(gōng)的蒙(méng)皮(pí)樣件
關於國宏工具(jù)
國宏工具係統(無錫)股(gǔ)份有限公(gōng)司成立於 2004 年,注(zhù)冊資本近(jìn) 3.7 億元,是一家專業從事超高精密數控(kòng)刀具和集成電路封裝楔形劈刀研發、生產、銷售和服務的高新技術企業。公司(sī)擁有各種先進加工、檢測設備達 290 餘台,建有塗層產線(xiàn),具備刀具全製程(chéng)生產能力,核心產品包括硬質合金刀具、超硬刀具、陶瓷刀具和集成電路封裝楔形劈刀。公司以市場(chǎng)為導向,針對需求旺盛的電子信息、航空航天、汽車、通用機械、模具(jù)等領域,推出了(le)多(duō)種刀具產品以及提效解決方案,與捷普集團、富士康集團、三星集(jí)團、中國(guó)航發(fā)、中國電科、三一重工、利納馬、博世集團等擁有(yǒu)長期的合作關係。
了解更多公司信(xìn)息,請查閱 www.wxgh.com.cn 或關注國宏工具官(guān)方微信:

投(tóu)稿箱:
如果您有(yǒu)機(jī)床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
如果您有(yǒu)機(jī)床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信息
")
業界視點
| 更多(duō)

行業數據
| 更多
- 2025年(nián)1月 新能源汽車銷量情(qíng)況
- 2024年12月 新能源汽(qì)車產量數據
- 2024年12月 基本型乘用車(轎車(chē))產量數據
- 2024年12月 軸承出口情況
- 2024年12月 分地區金屬切削機床產量數據
- 2024年12月(yuè) 金屬切削機床(chuáng)產量數據
- 2024年11月 金(jīn)屬切削機床產量數據
- 2024年11月 分地區金屬(shǔ)切削機床產量數(shù)據
- 2024年11月(yuè) 軸承出口情況
- 2024年11月 基本型乘(chéng)用車(轎車)產量(liàng)數(shù)據
- 2024年(nián)11月 新能源(yuán)汽車產量數(shù)據
- 2024年(nián)11月 新能源汽車銷量情況
- 2024年10月 新能源汽車產量(liàng)數據
博文選萃
| 更多
- 機械加工過程圖示
- 判斷一台加工中心精(jīng)度的幾種辦法
- 中走絲線切割(gē)機床的發展趨(qū)勢
- 國產數(shù)控係統和數控機床何去何從(cóng)?
- 中國的技術工(gōng)人(rén)都去哪(nǎ)裏了?
- 機械老板做了十多年,為何還(hái)是小作坊?
- 機械行業最(zuì)新自殺性營銷,害人害己(jǐ)!不倒閉才
- 製造業大逃亡
- 智能時代,少談點智造,多(duō)談點製造
- 現實麵(miàn)前,國人沉(chén)默。製造業的騰飛,要從機床
- 一文搞懂數控(kòng)車床加工刀具補償功能
- 車床鑽(zuàn)孔攻螺紋加工方法及工裝設計
- 傳統鑽削(xuē)與螺旋銑孔加(jiā)工工藝的區別