
大型數控鏜銑床疑難故障診斷方法研究及應用
摘(zhāi) 要:介紹大型數控鏜(táng)銑床的特點,研究某進口(kǒu)大型(xíng)臥式鏜銑床主接觸器 MCC 故障、某大型數控鏜銑床主軸故障以及(jí)某 6 軸 4 聯動數控鏜銑床 B 軸故障等疑難故障及解決方案,總結排除故障的一般方法。
關鍵(jiàn)詞:大型數控鏜銑床;故障診(zhěn)斷;FANUC 數控;華中數控
0 引言
製(zhì)造業正處於由(yóu)“大”變“強”的關鍵轉型階段,這對製造業的母(mǔ)機數控機(jī)床提出了(le)更高的要求,如:製(zhì)造精(jīng)度高、加工範圍廣、工(gōng)作效率高。大型數(shù)控鏜銑床基本符合以上要求,已廣泛應用於航空航天、車輛(liàng)船舶、電力和冶金等領域(yù)。在大量實踐經驗的(de)基礎上,總結出解決(jué)典型疑難故(gù)障的(de)有效方案,基本達到(dào)了降(jiàng)低設(shè)備停(tíng)機時間,提高故障診斷效(xiào)率(lǜ)的目的。
1、大型數控鏜(táng)銑床的特點
大型(xíng)數控鏜銑(xǐ)床有著較強的“加工柔(róu)性(xìng)”,兼具“鏜”和“銑”的功能,尤其是在安裝上直角銑頭後,大大拓展了設備使用功能,能夠對大(dà)中型殼段類、艙體類等多種類型的產品進行鏜孔、鑽孔、攻螺紋(wén)、銑外型、銑內型(包括異(yì)形曲麵)等工序的加工,是企業製造工藝中的關鍵重大設備(bèi)。
大型數控鏜銑床有 X、Y、Z、W、B、C(或 A)共 6 個伺服軸,加工殼段類(lèi)產(chǎn)品(pǐn)時,可(kě)將 C 軸豎直放置裝夾於 B 軸水平回轉工作台上,再配合中心架和工裝的方式進(jìn)行操作。依據機床聯動軸數,分(fèn)為 6 軸 4 聯動和 6 軸 5 聯(lián)動,或依據機床結構形式,分為臥式(如刨台式臥式鏜銑床)(圖 1)和立式(如數控(kòng)龍門(mén)鏜銑(xǐ)床)兩種。
2、典型疑難故障診斷方法及應用
2.1 某進口大(dà)型(xíng)臥式鏜(táng)銑床主接觸器 MCC 故障
故障現象:該設備采用 FANUC Series 18i-MB 數控係(xì)統,待機時出(chū)現報警 5136:FSSB:NUMBER OF AMPS IS SMALL和 750:SPINDLE SERIAL LINK ERROR。同時機床液壓使能丟(diū)失,打開電氣櫃發現標號空開 CP1 跳閘,當重新開啟(qǐ)使能時,空開 CP1 再次跳閘。

圖 1 數控刨(páo)台式臥式鏜銑(xǐ)床結構
故(gù)障診斷(duàn)分析及解決方案:該故障如果直接從報警內容入手(shǒu),故障原因涉及麵較廣(包括伺服模塊(kuài)、主軸模塊、電源模塊以及相關電纜連接均有故障可能)。可從“空開 CP1 跳閘”尋(xún)找突破(pò)口,該空開下端接有 AC 200 V 的兩根電纜(線號分別為R200 與 T200),從機床電氣原理(圖 2)可知,T200 接入電源模塊POWER SUPPLY MODULE(PSM)的 CX3 接口,再從該(gāi)接口出來後接入主接觸器 MCC 線圈的一端,線圈(quān)的另一(yī)端接的(de)是R200,因此 CP1 跳閘(zhá)原因(yīn)可能是空開下端存在短路等異常情況。
根據以上的分析,使用多用表檢測出 MCC 線圈的電(diàn)阻接近 0 Ω,其他方麵未發現異常,更換該接觸器(qì)後故障排除,機床恢複正常運行。
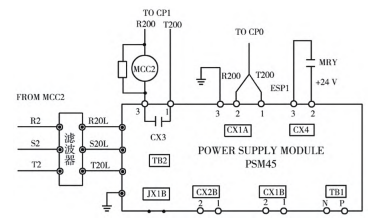
圖 2 機床電氣原理
當機床(chuáng)上電後,電源模塊自檢通過後,CX3 內部繼電器(qì)的“常(cháng)開觸點(diǎn)”閉合,主接觸(chù)器(qì) MCC 線圈得電,因其(qí)短路致使(shǐ) CP1 跳閘,同時主(zhǔ)軸模塊和各(gè)伺服模塊無法正常上電啟動,引起了5136# 和 750# 兩個報(bào)警。可見,理解數控係統上電時序(圖 3)對解決該故障有很大的幫助,即:當控製電源單相 200 V 接入,急停信號(hào)釋放(fàng)時,如果沒有 MCC 斷開(kāi)信號 MCOFF,主接觸器 MCC 吸合,三相 200 V 動力電源接入,電源模塊就緒(xù)信(xìn)號 *CRDY 發出(* 表示低電(diàn)平有效),如果伺服放大器已準備好,發出 *DRDY 信號,伺服就(jiù)緒(xù) SA 信號發出,完成一個完整的上電周期。
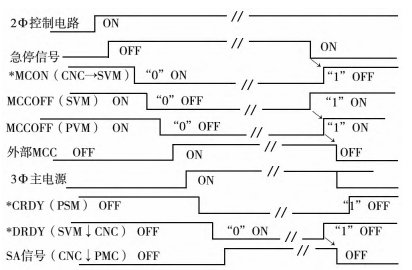
圖 3 上電時序
2.2 某大型數控鏜銑床主軸故障
故障現象:某大型數控鏜銑床采用華中數控 HNC-848i 係統,在執行加工程序過程中出現報警(jǐng):主軸伺服電機電流超過驅動設置的最(zuì)大值。關機重啟後報警消失,試運行一(yī)段(duàn)時間後,報警複現,同時觀察(chá)到主軸空(kōng)載時的負載不(bú)穩定,有突變現象,且主(zhǔ)軸電機有(yǒu)異響。
故障診斷分析及解決方案:根據故障現象,首先(xiān)檢查(chá)主(zhǔ)軸電機、編碼(mǎ)器以及相關電纜,經檢查、測量後電機及電纜未發現異常,拆下編碼器發現內部進油汙染。更換新的編碼器後,機床試運行約 2 h,故障複現,再次檢(jiǎn)查編碼器,沒有被(bèi)油汙染,可見還存在其他故障點。
通過華中數(shù)控(kòng)的專業軟件對主軸負載、主軸速度等(děng)重要指標進行監控(圖(tú) 4a)),發現主軸旋(xuán)轉(zhuǎn)時空載電(diàn)流值波動較大,正常時應在縱坐標軸 0 附近,且機床出現(xiàn)報警的同時,發現主軸負載電流出現非常大的波動(圖 4b)),導致報警停機。為進一步確定故障點,使用“機電(diàn)分離法(fǎ)”,即把主軸電機和機械部分脫開,軟件監控情況與“機電分離”之前一致,基本排除了機械傳動部分的故障。故障點很可能在伺服驅動模塊上,更換該模塊後故障徹底排除,機床恢(huī)複正常運行。
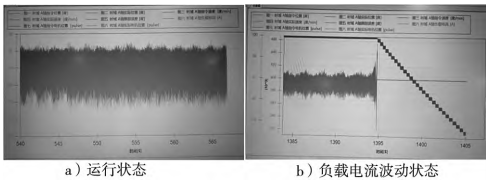
圖 4 主軸運行狀(zhuàng)態監(jiān)控
主軸伺服的報警原(yuán)因比較複雜,可通(tōng)過專業軟件檢測法、機床在線診斷法以(yǐ)及機電分離法等手段(duàn),對涉及的故障(zhàng)點逐個排除,並盡可能降低返修率(lǜ)。
2.3 某 6 軸 4 聯動數控鏜銑床 B 軸故障
故障現象:某 6 軸 4 聯動數控鏜銑床采用 FANUC 數控係統,B 軸(機床工作台)在 0°~360°旋轉時位置精度合格(gé),但(dàn)超(chāo)過這個範圍運行時,位置精度超過允差值,不能正常使用,沒有任何報警提示。
故障分析及解決(jué)方案:此類故(gù)障沒有報警提示,首先檢查機械方麵,校準(zhǔn) B 軸機械零點和檢查反向(xiàng)間隙(在(zài)半閉環狀態下),以及液壓、潤滑等(děng)方麵均正常(cháng)。在電氣方麵,可能與硬件、機床參數等有關,使用專業儀(yí)器檢(jiǎn)測 B 軸編碼器和回零(líng)開(kāi)關及其(qí)相關電纜,無異常。
利(lì)用激光幹涉儀檢測位置精(jīng)度,設置每 30°讀取一次數據(30°一(yī)打(dǎ),一圈 12 個點(diǎn)),由圖 5a)可看出,在 B 軸旋轉 0°~1800°之間,0°~360°和 360°~1800°定位精度誤差(chà)的規律差異較大。為便於對比觀察,在清空螺距補償(cháng)數據後,再次檢測位置精度(圖 5b)),發現其規(guī)律基本(běn)一致。經過對比發現,B 軸螺距補償數據隻是在0°~360°之間生效,其(qí)他範圍內無效(誤差過大(dà)),由此聯想到檢查參數(shù) 1006,該參數主要作用是設定伺服軸類別(直線軸或旋轉軸)以及各類坐標值的舍入方式(shì),發現 1006#0(ROTx)和1006#1(ROSx)均為 0,查閱參(cān)數說明書可知,該參數設定 B 軸“存儲型螺距誤(wù)差補(bǔ)償為直線軸類(lèi)型”,於是將(jiāng) 1006#0 由 0 改為 1,即設定 B 軸“存儲型螺(luó)距誤差補(bǔ)償為旋轉軸(zhóu)類型”,再次使用(yòng)激光(guāng)幹涉儀在 0°~1800°之間檢(jiǎn)測位置精度(dù),誤差均(jun1)在正常範圍內,故障徹底排除。

圖 5 B 軸激光檢測
故障原因是參數(shù)設置錯誤(wù),需要多次使用激光幹涉儀檢(jiǎn)測和數(shù)據分析,並要求對機(jī)床參數的功(gōng)能及其(qí)設定方法(fǎ)有一定的了解(jiě),這也是排除此故障的關鍵所在。
3、 結束語
大型數控鏜銑(xǐ)床因機械結構和電氣控製(zhì)係統都比較複雜,技術(shù)人員需要對機床比較熟悉,並在日常工作中及時做好故障記錄和總結,排除故(gù)障一般步驟是:①結合故障現(xiàn)象或報警內容,認真詢問機床操作人員故障出現時的設備狀態,充分了解故障發(fā)生過程中(zhōng)的關鍵細節,為後續解決故障提供思路;②根(gēn)據具體故障現象,在理解報警原理的前提下,靈活(huó)運用故障診斷方法,並充分利用機床資料進行研究分析,把故障(zhàng)原因逐步縮小,直至(zhì)具體故障點;③根據故障點及時排除故障,可設(shè)計並實施故障預防措施(shī),避免類似故障再次發生,發揮出數控鏜銑(xǐ)床的最大價值。
投稿箱:
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
如果您有機床行業、企(qǐ)業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com
更多相關(guān)信息
- target=_blank>覆蓋件模具數控加(jiā)工刀庫(kù)自動化應用
- target=_blank>高速、高質與高(gāo)效 :埃馬克助力一鑫齒輪夯實精密齒輪製(zhì)造(zào)之路
- target=_blank> 車床代替加工中心加工複雜台階孔工藝
- target=_blank>Y7520X1500螺紋磨床磨頭軸承改(gǎi)造方案
- target=_blank>數控技術在現代機械(xiè)加工中的應用
名企推(tuī)薦







業界視(shì)點
| 更多
查")
行業數據(jù)
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源(yuán)汽車產量數據
- 2024年12月 基本型乘用車(轎(jiào)車)產量數據
- 2024年(nián)12月 軸承出口情況
- 2024年12月 分(fèn)地區金屬切削機(jī)床產量數據
- 2024年12月 金屬切削機床產量數據
- 2024年11月 金屬切削機床產量數據
- 2024年11月 分地(dì)區金屬切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用車(轎車)產量(liàng)數據
- 2024年11月 新能源汽車產量數據
- 2024年(nián)11月 新能源汽車銷(xiāo)量情況
- 2024年10月 新能源汽車產量數據