


CIMT2025磨削類機床展品綜述
2025-4-14 來源:機床協會 作者:-
一(yī)、概況
第十九屆中國國際機床(chuáng)展覽會(CIMT2025)將於2025年(nián)4月21-26日在北京中國國際展覽中心(順(shùn)義館)和首都國際會展(zhǎn)中心舉辦。據已有資料,磨削類機床展商近120家,展品250多台(不含齒輪磨(mó)床,將在齒輪類機床(chuáng)中介紹),展(zhǎn)商數和展(zhǎn)品數與CCMT 2024相比,均增(zēng)長15%以上。其中平麵(miàn)類磨(mó)床50台(tái)(包括臥式平麵磨、立式平麵磨、成形磨、導軌磨、雙端麵磨、圓台磨等),內、外圓(yuán)類磨(mó)床60台(包括外圓磨、內圓磨、複合磨、立式內(nèi)外圓等),無(wú)心磨床9台(包括貫穿式和切入(rù)式),螺紋磨床16台(tái)(包括內螺紋磨、外螺紋磨、絲錐磨等),工具磨床55台(tái)(包括刀片磨(mó)、鋸片磨、鑽頭磨(mó)、銑刀磨、車刀(dāo)磨、絲錐螺紋磨、段差磨等),還有坐標磨、曲軸磨、軋輥磨、中(zhōng)心孔磨、珩磨等其它類磨床。
二、磨削類展品主(zhǔ)要技術特色
1. 高精度與超精密加工能力
磨床展品的核心特點之一是追求亞微米級精度與超精密表麵質量。通過靜壓技術,比如液體靜壓轉台、靜壓導軌以及直驅電機、高(gāo)剛性主軸、閉環(huán)控製(zhì)和熱平衡(héng)補償係統等,使磨床能夠實現微米甚至納米級加工(gōng)。例如:聯合(hé)磨削的STUDER S131R,磨削主軸轉塔和回轉工(gōng)作台重複定位精(jīng)度<1",加工工(gōng)件圓度可以達到(dào)0.2μm;浙江博穀的Vertical Partner 85,標準試(shì)件加(jiā)工精度外(wài)圓圓度≤0.2μm,端麵平麵度≤1μm;北京海普瑞(ruì)森的(de)DJM-100A,采用氣體靜(jìng)壓軸承,表麵(miàn)粗糙度達Ra0.015μm,專用於光(guāng)學玻璃模具等脆硬材料的超精密加工。
2.智能化與自動化(huà)深度集成
磨床(chuáng)展品通過數控係統升級和物聯網技術實現智能化生產,顯著提升加工效率與一致性。AI驅動的自(zì)適應加工(gōng),設備聯網與遠程監控,支持故障預測、維護指導及生產數據雲端管理。通過虛擬仿(fǎng)真優化(huà)加工路徑,實現(xiàn)數字化孿生。例如(rú):上海機床(chuáng)廠的MK1632A,搭載華中數控係統,支(zhī)持遠程運維和傳感器(qì)數據采(cǎi)集(jí),可實時監控磨削狀態(tài)並優化(huà)工藝參(cān)數;瑞士施利博格(gé)的Sirius NGS,配備7工位砂(shā)輪庫並具有自動修整功(gōng)能,結合AI算法優化(huà)刀片磨削路徑(jìng),實現無人化連續生(shēng)產;北京第二機床廠的B2-GK3032,集(jí)成自動量儀(yí)閉環控製,根據在線檢測結果動態調整砂輪進給量,減少廢品率。
3.複合化(huà)與多工藝融合
複合機床可在一台設備上完成多道工序,減少工件裝(zhuāng)夾次數(shù),提高效率並降低(dī)誤差,減少(shǎo)設備占地,縮短生(shēng)產周期,滿足小批量定(dìng)製(zhì)化需求。例如:浙江杭機的MKH500五軸磨床,一次裝夾完成航空葉片榫頭、葉冠的複雜曲麵磨削,支持柔(róu)性製造(zào)係統(FMS)集成;北京精雕的JDGRMG500,集合插磨加工孔(kǒng)、展成法加工球麵(miàn)和聯動控製實現非球麵等(děng)多種特征磨削加(jiā)工;孚爾默的VHybrid 260,融(róng)合磨削與(yǔ)電(diàn)火花加工,硬質合金刀具可同步完成刃口成型與(yǔ)表麵拋光;聯(lián)合(hé)磨削的PROFIMAT XT係列,集(jí)成往複磨(mó)削、緩進給磨削等4種工藝模塊,適配從模具(jù)到大型結構件的多樣(yàng)化需求。
4. 結構創新與高(gāo)效節能設計
磨床展品通過新材料應用和結構優化提(tí)升剛性、穩定性與環保性能,采(cǎi)用幹式(shì)切削技術,減少冷卻液使用,降低能耗與汙染,符合全球環保(bǎo)趨勢。通過智能控(kòng)製降(jiàng)低空載能耗,提(tí)升能源利用率。例(lì)如:威海華東數控的MPRG7360NC,采用一(yī)體式鑄鐵床身,重心沉穩且抗振性強,標配液靜(jìng)壓旋轉工作台,可承載(zǎi)高離心力(lì)加(jiā)工(gōng);華辰精密的HC-1000T,使用(yòng)人造大理石床身和導軌恒溫控製(zhì)技(jì)術,直線度誤差< 0.002mm/m,適(shì)用於(yú)精密絲杠的長期(qī)穩定加工(gōng)。
5. 模塊化與(yǔ)柔性化適配能力
展品通過模(mó)塊化配置和(hé)柔性接口設計快速響應多樣化生產需求,為新能源(yuán)汽車、醫療器械等新興領域提供快速迭代(dài)的精密(mì)加工解決(jué)方案,降低設備(bèi)投資成本。例如:聯合磨削的HELITRONIC係(xì)列,可選配4/8工位砂輪庫或機器人裝卸係統,支持從批量生產到個性化修磨的全場景覆蓋;北平機床的(de)T6工具磨床,配備雙砂輪組和4組(zǔ)砂輪庫,可切換支撐機構實現加長鑽頭的高效加工,適配醫療微鑽和工業刀具(jù)需求;通用技術集團的MGK7450×2H,內置工藝參數宏(hóng)程序(xù)庫,一鍵調用軸承、閥門等零件的磨削方案。
三、典型展品
1. 平麵類磨床(chuáng)
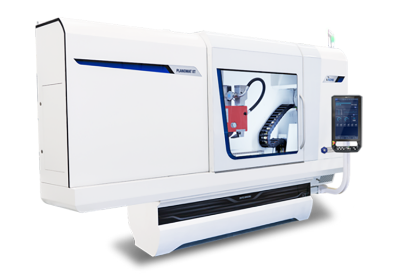
聯合磨削集團 BLOHM PROFIMAT XT 412數(shù)控平麵成(chéng)形磨床。最大砂輪直徑Φ400mm,最大砂輪寬度160mm,磨削範圍 400×1200mm。PROFIMAT XT係列采用模塊化設計,工作(zuò)台尺寸從(cóng)400×800mm到600×2000mm,機床集成往複磨削、緩進給磨(mó)削、帶連續修整的緩進給、高速往複(fù)磨削四種磨削工藝。優化後的PLANOMAT XT係列,性能數據確保生產能力得(dé)到(dào)提高:Y軸和Z軸速度提高66%;X軸速度提高50%(帶直線電機);冷卻液處理能力最高可達500 L/min;可配置15 / 24.5 kW磨削主軸,節拍進一步縮短。此外機床可以(yǐ)提供理想的阻尼特性,並且能(néng)夠可靠(kào)地加工出微米級(jí)的幾何(hé)精度和表麵光(guāng)潔度。
浙江杭機股份有限公司MKH500五(wǔ)軸航空葉片數控強力磨削(xuē)中心。工作台安裝麵(寬×長)600×1200mm;X/Y/Z軸行程為1000/850/650mm;A軸轉角範圍-130°~+10°;刀庫容量60把。機床采用高剛性立(lì)柱移動式總(zǒng)體布局結構,配備大容量刀(dāo)具交換係統,裝載磨削砂輪、修整滾輪及測量探(tàn)頭等,實現一次裝夾完成葉片類零件、多工序複雜形麵(miàn)高效柔性加工,並可方便集成柔性製造係(xì)統。廣泛應用於航空渦輪葉片(piàn)榫頭及葉冠、渦輪導向葉片安裝板和能源設備葉片等複雜曲麵的高精度磨削。

威海華東數控股份有限公司MPRG7360NC高精密數控圓(yuán)台(tái)磨床。電磁(cí)吸盤有效直(zhí)徑 Φ600mm,工作台防護罩(zhào)內最大行程750mm,工作(zuò)台回轉速度(無極變速(sù))20~150r/min。該機床床身底座采用一體式(shì)鑄鐵設計,該結構設計增加了結(jié)構強度,使機台的重心更沉穩,並提供了最佳的支撐及確保機(jī)器的(de)承載(zǎi)剛性。標配獨創開發的高剛性液靜壓旋轉工作台,可承受偏心與高離心力加工。磨頭體為一箱體結(jié)構,主軸采用自製(zhì)高精密動壓主軸,套筒式結構裝入,主軸電(diàn)機以彈性聯軸器與主軸直聯,主軸回轉精度可輕易達(dá)到1μm內。
中國通用技術(集團)控股有限責任公司 MGK7450×2H數控高精度立(lì)式磨床(天津第一機床)。最大加工外徑Φ550mm;最大工(gōng)件高度400mm;工作台轉速150r/min;工件最大承重800kg。主要用於機床、模具、軸承、閥門和機械製造業的精密盤類、環類、套類、回轉支承等零部件精密磨削加工。產品設計緊湊,布局合理,配置自研力矩電機直驅靜壓工作轉(zhuǎn)台(tái),應用內反饋油膜自平衡技術、內油腔正壓防護技術、熱平衡及精度補(bǔ)償技術,整機具有固(gù)有頻率高、運行穩定、精度保持性好、運輸便利和安(ān)裝快速的特(tè)點。定製化人機界麵(miàn),包含多種(zhǒng)磨削加工宏(hóng)程序和工藝參數,簡(jiǎn)單易學,操作方便,並配置刀庫、在(zài)線測量、磨(mó)削振動檢(jiǎn)測等功(gōng)能。

北京(jīng)廣(guǎng)宇大成數控機床有限(xiàn)公司MGK28160高精(jīng)度數控立式磨床。工作台直徑(jìng)Φ1600mm;最大工件承重3000kg;最大工件高度500mm;最小(xiǎo)磨削工件內孔Φ350mm;直線伺服軸重複定位精度<0.004mm;工作台回(huí)轉精度(軸(zhóu)向/徑向)<0.002mm;砂輪主軸(zhóu)回轉精(jīng)度(軸向/徑向(xiàng))≤0.002mm。機床立(lì)柱采用牆板式箱型結構,機床整體穩定性(xìng)高。磨頭移出加(jiā)工區域,形成了很大的工件裝夾(jiá)空(kōng)間,便於中大型工件的裝夾與找正。機床工(gōng)作台采用三(sān)麵閉式靜壓自驅式回轉的專利技術,具有高精度、高剛性、高承載力、長使用(yòng)壽(shòu)命等特點。由大功率力矩電機直接驅動,可配置高精度圓光柵閉環控製實現C軸高(gāo)精密分度,並(bìng)與其(qí)它軸聯動以實現對回轉類工件內外輪廓(kuò)簡單(dān)曲麵進行磨削加工。機床砂輪主軸采用專利產(chǎn)品動靜壓液體滑動主軸,具有高精度、高剛性、長使用壽命(mìng)等(děng)特點,采用內置同步電機驅動,性能穩定(dìng)。可根據用戶需求在(zài)立式主軸和臥式及主軸數量上進行組合選擇(zé),在主軸布置形(xíng)式上還(hái)可以選用轉塔,每個轉塔上可布置(zhì)2~3根主軸。
岡本工機(常州)有限公司ACC63SA1精密平麵磨床(chuáng)。工作台行程(左右×前後)750×440mm;磁台標(biāo)準大小(左右×前後)600×300mm;工作台承載質量(含磁台)420 kg;上(shàng)下最小進給量(liàng)0.0001mm;前後最小(xiǎo)進給量0.001mm。本設(shè)備(bèi)在滑鞍型(xíng)矩台磨床高剛性、高精度的(de)基礎上,增(zēng)加(jiā)了新的(de)控製器和(hé)操作麵板(bǎn),並將磨削信(xìn)息進行(háng)集成管理。上下(xià)進給(gěi)采用(yòng)伺服電機,最小進給量達到0.1μm。工作台導軌采用雙V鏟花硬軌,鏟刮麵可以做到20點/英寸,接觸麵保持在(zài) 50%,高(gāo)精度規格的工作台導軌可以做(zuò)到直線度 0.002mm。采用便於查看的(de)觸摸屏操作麵板,搭載(zǎi)自動磨削自動(dòng)修整以及自我(wǒ)診斷機能,可以在操作麵板上設定各種磨削(xuē)情況,根據磨削中的(de)操作畫麵可以確認現在的磨削狀況。
浙(zhè)江博穀(gǔ)精密機械科技有限公司 Vertical Partner 85 高精(jīng)度立式(shì)複(fù)合磨床。內磨磨(mó)削範圍Φ50 mm~ Φ800 mm;外磨磨削範(fàn)圍Φ800 mm;X軸行程1400 mm;Y軸行程:700 mm,含有6工位砂輪庫。標準(zhǔn)試件外圓圓度≤0.2 μm,內圓圓(yuán)度≤0.5 μm,外圓圓柱度≤1 μm,內圓圓柱度(dù)≤1.5 μm,端麵平麵度≤1 μm,垂直度≤1 μm。總體采(cǎi)用立(lì)式布局,雙立柱結構(gòu),砂輪主軸具(jù)有分度功能,固定(dìng)分度位置0°和22.5°,配備冷卻過濾裝置,保證機床加工過程中熱穩定性及加工精度。適合航空航天(tiān)發動機機匣、燃燒室(shì)、夾具(jù),機床主軸軸套、主軸箱、轉台(tái)、機床(chuáng)夾(jiá)具,齒輪,軸承套圈等高精度零件(jiàn)的外圓、內圓(yuán)、內外端麵(miàn)、內(nèi)外錐麵及圓弧麵、非(fēi)圓精密磨削加工(gōng)。

桂林桂北機器有限責任公司 MKC7130×6/3T 數控成形平麵磨床。最大磨削工件尺寸(長×寬×高)600×300×300mm;工作台麵尺(chǐ)寸(長×寬(kuān))600×300mm;工作台最大承重(含電磁吸盤)280 kg;工作台縱向(X軸)最大行程700mm;磨頭垂直進(jìn)給(Y軸)主軸中心至台麵距離300 mm;立柱橫向移動(Z軸)最大行程 315mm。機床采用拖(tuō)板移動式布局,運行平穩,拖板與工作台采用平 —V型貼(tiē)塑滑動導軌(guǐ),拖板橫向移動采用滾動直線導軌,磨頭垂直升降導軌為滾柱交叉導軌,工作台(tái)縱向移動、拖板橫向移(yí)動(dòng)、磨(mó)頭垂直升降均采用交流伺服電機驅動(dòng)精密滾珠絲杠副傳動。機床適用於磨削鋼件、鑄(zhù)鐵及有色金屬等材料的平麵及端麵,也適用於磨削V、U形等零件型麵,配合成形砂輪還可磨削齒條或其它難加(jiā)工零件的成型麵。
宇環數控機床股份有限公司 YHJMKG5230 數控定梁龍門導(dǎo)軌平麵磨床。最大磨削工件尺寸 (長×寬×高) 6100×3000×1000mm,最大磨削工件承重20000kg。龍門(mén)間距3300mm。加工工件的直線度水平麵0.005/1000mm。本機床(chuáng)采用龍門式布局,由雙立柱、橫梁及床身組成封閉剛性框架結構。采用了高剛度、高(gāo)承(chéng)載的非恒流非恒壓直線靜壓(yā)導軌、高精(jīng)度的砂輪主軸、高剛度高穩定性的(de)鑄造床身,設備具備長期的精度保持性及穩定性,機床加工精度可達到IT3級。一次裝(zhuāng)夾可以完成V形軌、平軌、矩形軌的(de)各平麵、斜麵、垂直麵等精密磨削加工,也可實現大型機床結構件(jiàn)、模具、檢具等工件的高精度磨削;可選(xuǎn)配在線動平衡和AE係統等功能(néng)提升機床加工質量(liàng)、效率及安全性(xìng)。

南京南特精密機械有限(xiàn)公司GDW-13/200up龍門超精密鏡麵磨床。工作台尺寸2000 mm×1100 mm,行(háng)程2200 mm,磨削高(gāo)度650 mm,門寬1300 mm,各軸最小微進刀量(liàng)0.001 mm,加(jiā)工精度0.003/1000 mm。床身采用雙V型導軌,工作台導軌麵覆有(yǒu)耐(nài)磨片,橫梁為矩(jǔ)形鑲鋼導軌,直線度及剛(gāng)性十分良好。設有臥磨頭用於水平麵的平麵磨,亦可進行垂直麵側麵磨(mó)削(xuē)。機床經由CNC控製係統控(kòng)製伺服電機驅動滾珠絲杠運動,進行Y、Z軸快速(sù)進給或微量進給。
曙光(guāng)機械有限公司 DN-600R 臥(wò)軸數(shù)控轉盤(pán)平麵磨床。最大(dà)研磨外徑Φ600 mm;研磨最大長度350 mm;最高轉速(sù)500 r/min;最大(dà)承重300 kg;Y軸行程450 mm;Z軸行(háng)程420 mm。采用龍門結構,對稱性佳(jiā),剛性高,轉(zhuǎn)盤置於固定(dìng)位置易於保持精度,軌道(dào)及(jí)傳動機構(gòu)置於龍門橋架上,不受磨削液或修砂砂輪(lún)顆粒汙染。采用液體靜壓轉盤(pán),旋轉(zhuǎn)精度1 μm以內(nèi),具備高剛性、高承載、高精(jīng)度(dù)特點(diǎn),並(bìng)且無軸承磨耗的壽命問題,能長時(shí)間保持(chí)穩定的精度狀態(tài)。搭配電主(zhǔ)軸直驅,無皮帶傳動的側向力(lì)問題,可將動(dòng)力(lì)穩定無損耗地傳遞到(dào)轉盤上,並保持靜(jìng)壓轉盤優(yōu)異的旋轉精度。

新鄉日升數控軸承裝備(bèi)股份有限公司 2M84100C 雙端麵研磨機。最大加工直徑 Φ285 mm,最大加工(gōng)高度 100 mm。本機采用立式布局,上、下研磨盤及內環(huán)均采用交流(liú)變頻無級調速,保證了研磨各種(zhǒng)材料和各種形狀工件的工藝轉速。砂輪采用CBN砂輪或金剛石砂輪,提高研磨效率和精(jīng)度。氣動控製實現上研磨盤擺入、擺出和上升(shēng)、下降動作,便於操作。可存儲30種零件磨削參數,調用(yòng)更方便,磨削前預檢(jiǎn)測,零件厚度異常便會自動報警。六段壓力和轉速設定,磨削時(shí)可自動轉換。
2.內、外圓類磨床
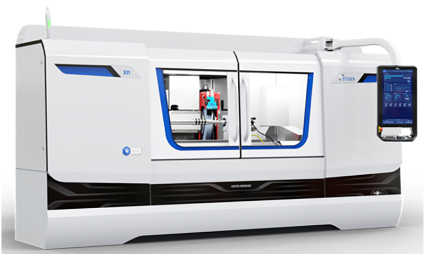
聯合(hé)磨削集(jí)團STUDER S31 高(gāo)精度萬能內外圓磨床。中心高175 mm,頂尖距400/650/1000/1600 mm,最(zuì)大工件承重80/150 kg,表麵直(zhí)線度0.0020/400 mm、0.0025/650 mm、0.0030/1000 mm、0.0040/1600 mm。機床床身采用人造花崗岩材質,轉塔式(shì)砂輪主軸(zhóu)可選裝搭載力(lì)矩電機的無(wú)級分度B軸或者由端齒盤定位(wèi)的1°分度B軸,磨削電主軸由變頻控製。適用於內(nèi)外圓磨削工件頭架主軸配備C軸(zhóu),可用於非圓和螺紋磨削。工作台集成雙(shuāng)T型槽,可(kě)用於安(ān)裝修整設備。軟件采用圖標(biāo)編程,編程簡單方便,快速對刀軟件可幫助減(jiǎn)少設置和轉換,實現高速加工 (HSM),助力高效、高精度的非圓磨削。
聯合磨削集團 Studer S131R 高精度內圓圓弧球麵磨床。回轉直徑Φ250 mm;最大(dà)允許工件長度(包括夾(jiá)具)300 mm;最大工件承重100 kg。工作台采用力矩電機驅動,回轉範圍為-60°~91°,重(chóng)複定位(wèi)精度1″,通過(guò)B軸和X、Z軸聯動插(chā)補,實現精密(mì)的圓弧、錐麵磨削。該款緊(jǐn)湊型設備對磨削法蘭零件和各種較小尺寸工件具有(yǒu)出色性能。機床床身采用人(rén)造(zào)花崗岩材質,X軸和(hé)Z軸導(dǎo)軌采用特殊材料,集成了靜(jìng)壓導軌和具有專利表麵結構導軌的(de)雙重特點,直線電機驅動,砂輪轉塔B軸由力矩電機直驅。適用於采用工業陶瓷、藍寶石和硬(yìng)質合金等超硬材料的鍾表,以及加工陶瓷(cí)或鈦合金材質的人工關節、醫(yī)療器(qì)械等零件的加工。

上海機床(chuáng)廠有限公(gōng)司 MK1632A 數控端麵外圓磨床。最大磨削直徑Φ320 mm;最大頂尖間長度(dù)500 mm;最大工件承重(chóng)80 kg;標準(zhǔn)試件圓(yuán)度0.001 mm;縱截麵直徑一致性0.002 mm。采用華中數控808Di係統、NCUC2.0總線+集成Ai的(de)HPC控製器+支持多路接入傳感(gǎn)器的邊緣模塊組,配有3個伺服(fú)電機(jī),分別控製頭架旋轉、砂輪架進給和(hé)工作台移動,更好的應對柔性製造、聯動磨削等擴展需求。可配置電(diàn)主軸CBN砂輪,修整滾輪、內圓磨具等。還可安(ān)裝搭載華數最新運維子(zǐ)係統平台采集機床數據,通過4G信號傳輸到上機服務器平台,可為有需求的客戶提供技術谘詢、機(jī)床狀態在線監控、機床遠程運維等服務。

北京第二機床廠有(yǒu)限(xiàn)公司 B2-GPW20 數控高速(sù)寬砂輪(lún)外圓磨床。最大磨削工件(jiàn)直徑Φ200 mm;最大磨削長度(dù)200 mm;最大工(gōng)件承重100 kg;工件磨削圓度0.0015 mm;圓柱度0.003 mm。專為新能源汽車電機(jī)軸軸(zhóu)類零件(jiàn)加(jiā)工(gōng)行業的獨特磨削需求而設計,專注於成(chéng)型磨(mó)削工藝(yì)。機床配備規格為600×(2~200)×305 mm的砂輪,砂輪(lún)線速度達50 m/s,成型磨削(xuē)區域寬度可達200 mm,在該範圍內砂輪能夠一次性完成工件表麵的全部加工流程,減少了(le)加工工序的繁瑣程度與時間成本,極大的提升了加工效率,相較於傳統的磨削加工,加工效率提升了40%以上。
無(wú)錫市昌億機床製造有限公司 MKF2110+B 數控多功能複合磨床。內圓磨削直徑Φ10~Φ100 mm;磨削最(zuì)大孔深120 mm;外圓磨削直徑Φ15~Φ150 mm,外圓磨削最大長度100 mm。加工(gōng)圓(yuán)度0.002 mm,圓柱度0.003 mm。本機床為四軸(Z工件橫向進給、Z1/Z2砂輪縱向運(yùn)動(dòng)、B水平(píng)方向分(fèn)度)多功能數控磨床,主要(yào)用於磨削工件的內圓孔、內錐孔、內端麵、外圓、外錐麵、外端麵、內、外球形等複雜要求的磨削。機床采用工件(jiàn)進給、B軸分度(力矩轉台)、二個獨立砂輪架左右(yòu)運動的結構方式,X、Z軸運動導軌均為(wéi)滾動(dòng)直線導軌,伺服(fú)電機驅動滾珠(zhū)絲杠運動。工件夾緊為液壓動(dòng)力卡(kǎ)盤,同時可以根據(jù)用戶工件(jiàn)的特殊(shū)性配置其他相匹配的夾具。可工件一次裝夾(jiá),可以實(shí)現多種磨削需求。
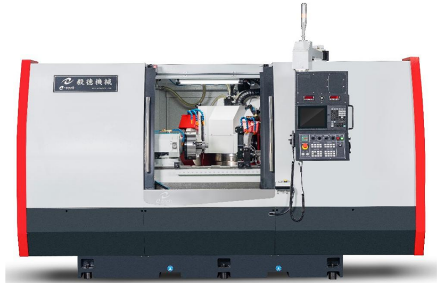
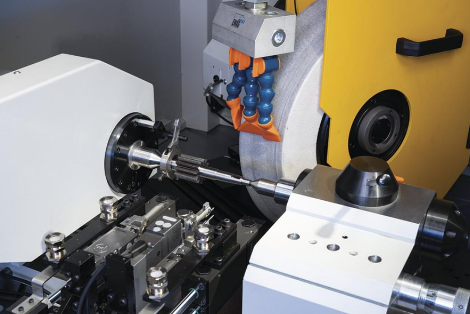
濟南四機數控機床有限公司 MKS1320CBN 頭、尾架雙驅CBN數控外圓磨(mó)床。最大磨削直徑Φ200 mm;最大磨削長度500 mm;最大工件承重50 kg;工件磨削圓度0.0015 mm;圓柱度0.003 mm。機床床身采用整體花崗(gǎng)岩鑄造結構,工(gōng)作台運動采(cǎi)用平-V導軌,交流伺服電機通過滾珠絲(sī)杠驅動,砂輪架(jià)采用滾柱直線導軌直線電機驅動,砂輪主軸采用(yòng)電主軸,實(shí)現120 m/s線(xiàn)速切削。機床頭尾架(jià)采(cǎi)用可回轉主軸結構,實現(xiàn)同步旋轉共同驅動工件,一次裝夾磨削全部(bù)外(wài)圓。配置自動量儀(yí)在線檢(jiǎn)測,實(shí)現閉環自動磨削循環,適用(yòng)於高精密軸類零件,特別新能源(yuán)汽車電機軸和變速箱軸的(de)加工。
重慶恒博機械製造有限公司(sī) HBLW1540-DLS 立(lì)式、雙(shuāng)工位外圓磨床。工件長度400 mm;最大回轉直徑Φ150 mm,最大工件承重5 kg,磨削圓度0.0008 mm。機床采(cǎi)用立式布局方式,砂輪(lún)主軸居中立式布置,左(zuǒ)右兩(liǎng)側分別(bié)布置加工工位1和加工工位2,兩(liǎng)側加工工位可以獨立控製。實際(jì)加工時,兩側工位可以同時使用居中砂輪進行磨削加工。與傳統的外圓磨床相比占地麵積及能耗都有大幅度優化(huà)。
株式會社 喜基(jī)雅精機製作所 GSU-20.30 小型CNC數控萬能磨床。最大回轉直(zhí)徑Φ200 mm;最大磨削直徑Φ100 mm;最大磨削(xuē)長度(dù)300 mm;最大工件承重(chóng)20 kg。配備了搭載兩(liǎng)種(zhǒng)主軸的砂輪轉(zhuǎn)塔由數控係統(tǒng)驅(qū)動,一次裝夾完成多(duō)種工件外圓、端麵、內孔的(de)加工。與傳(chuán)統外圓磨床相(xiàng)比占(zhàn)地(dì)更小,且提供了8種不同的主軸配置供選擇。配備(bèi)直徑Φ350 mm的(de)外圓(yuán)砂輪可實現快速更換,搭配額外附件可實現機械手的砂輪自動(dòng)更換。

毅德(dé)機械股份有限公司 EGP-3860B CNC 萬能外圓磨(mó)床(chuáng)。最大(dà)回轉直徑Φ380 mm;最大磨削(xuē)直徑Φ360 mm;最大工件(jiàn)長度600 mm;最大工件承重150 kg。工作(zuò)台移動式外圓磨床,T型床(chuáng)身(shēn)、刀具則采用轉(zhuǎn)塔式砂輪架結構,配置內、外各一根主軸。外圓主(zhǔ)軸為雙出軸結構,由(yóu)電機通(tōng)過皮帶驅動(dòng);內圓主軸位於外圓主軸的背側;轉塔砂輪架采用齒(chǐ)牙盤定位,最小回轉角度(dù)1°。能在單次(cì)裝夾實現多(duō)種外(wài)表麵的加工,采用三菱數控係統,圖形化編程界麵使得操作更為便捷(jié)。
大光長榮機械股份有限公司 OCD-3265M3 CNC外圓磨(mó)床。最大磨削直徑Φ300 mm;最(zuì)大磨削長度650 mm;最大工件承重150 kg。CNC多主軸頭外(wài)圓磨床,適(shì)用於各種(zhǒng)尺寸工件的不同需求。工件可一次完(wán)成內圓、外圓(yuán)與端麵的(de)磨削加工(gōng)。砂輪(lún)轉塔采用直接(jiē)驅動技術,可實現-40°~220°的回轉,最小(xiǎo)設定旋轉(zhuǎn)角度為0.0003°,重複定位精度1"。根據需求,可選配雙砂輪或三砂輪結構,適用於各(gè)種尺寸工件的不同需求。
沈陽巨浪精密(mì)機械製造有限公司(sī) CVG300立式內外圓(yuán)磨床。內徑研磨最小孔徑Φ50 mm;內徑研磨最大長度325 mm;外內徑研磨最大直徑Φ350 mm;最大工件高度400 mm;X軸行程1050 mm;Z軸行程(chéng)400 mm。機床采用(yòng)立柱式結構,機床導(dǎo)軌(guǐ)采用直線滾柱導軌,滾珠絲杠配備預(yù)拉伸裝置保證絲杠進給精度,采用單通道 FANUC-oi 係統,一次裝夾能磨削零件內孔、外圓、錐麵及端麵等各種型麵,同時對滾(gǔn)道進行超精加工。
埃馬克兩(liǎng)合責任有限公司 WPG 7 外圓磨床(chuáng)。最(zuì)大回轉直徑Φ200 mm;最大磨削直徑Φ80 mm;最大磨削長度250 mm;最大工件承重30 kg。專為小型零件進(jìn)行外圓磨削加(jiā)工而設計,占(zhàn)地麵(miàn)積(jī)僅約4 m2,所有設備都集成在機殼內,包括電(diàn)氣櫃、冷卻係統、潤(rùn)滑係統(tǒng)等。
3. 無心磨(mó)床
江蘇飛象數控設備有限公司 M400高精度無心磨床(chuáng)。切入磨削:磨削直(zhí)徑Φ10~Φ200 mm;最大磨削長度390mm。通磨:磨削直徑Φ10~Φ200 mm;最大磨削長度300 mm;砂輪轉速1100 r/min。加工(gōng)圓(yuán)度0.001 mm;圓柱度0.0018 mm。機床采用鑄鐵床身,雙麵移動布(bù)局,可實現貫通式磨削和切入式磨削兩種(zhǒng)磨削方式。砂輪(lún)主軸(zhóu)采用雙支承(chéng)多片球支承動壓油膜軸承(chéng)結構,導輪主軸(zhóu)采用雙列圓柱滾子軸承結構,導輪(lún)為雙(shuāng)支承結構,回轉精度高。適用於環(huán)類、軸類(lèi)零件的外圓磨削以及各種階梯形、錐形和成形旋轉麵的切入磨削。

深圳市興富祥科技(jì)有限公司HFC-1808HMNC-17A 數控無心磨床。標準刀架加工直徑範圍Φ1~Φ50 mm;特殊刀架加工(gōng)直(zhí)徑範圍Φ40~Φ120 mm;主軸旋轉精度<0.0015 mm。主軸采(cǎi)用SNCM-220H高級合(hé)金鋼,經調質、深(shēn)冷及精密研磨而成,應用高液靜壓支撐,形成20~25 kg/cm²高壓油膜,使(shǐ)主軸懸浮於其(qí)中(zhōng),保(bǎo)證了主軸工作精度及工作壽命;上滑板配合燕尾式滑軌,下滑板采(cǎi)用雙Λ型導軌,提供平滑且精準的進刀,上滑板(bǎn)具有+6°~ -5°的調節範圍,用於調整砂輪和工件之間的接(jiē)觸麵,鑄件床身,經正常(cháng)化處理及1.5年自然時效,消除鑄件內應(yīng)力,導軌麵經高頻淬火、精(jīng)密研磨、人工鏟花(huā),提高了床(chuáng)身結構的穩(wěn)定性和耐磨性。提供定製化(huà)的自動收料係統(tǒng),適合不同工件的自動化加工(gōng),適用於大批量(liàng)、重切(qiē)削、高精度、複雜外形的(de)軸類件加工需求。應用於活(huó)塞銷、活塞杆、棒料、齒輪軸(zhóu)、槽閥、滑閥等(děng)零件的批量(liàng)加工(gōng)。

4. 螺紋磨床
上海機床廠有限公司SK7620A/F 數控內螺紋(wén)磨床。可磨螺紋(wén)的(de)最大/最小直徑Φ200/Φ20 mm;最(zuì)大磨(mó)削深度200 mm;最大工件長度250 mm;螺距1~100 mm;最大導程角為±20°。相鄰滾道行程變動量(liàng)0.002 mm,100 mm滾道內行程變(biàn)動量(liàng)0.004 mm;中徑錐度0.003/100 mm;表麵粗糙(cāo)度Ra0.32。機床搭(dā)載兩套(tào)刀具係統,可磨削絲杠(gàng)螺母內圓弧滾道,也可磨削三角螺紋、梯(tī)形螺紋、鋸齒(chǐ)螺紋及其它螺紋(wén)齒形的內螺紋,並能在一次(cì)裝夾下(xià)實現滾(gǔn)珠絲(sī)杠用螺母的法蘭(lán)端麵(miàn)、螺母端(duān)麵及外圓的磨削。主要(yào)用於滾珠絲杠螺(luó)母外圓、端麵及(jí)圓弧形內螺紋滾道的複合精密磨削加工。
秦川機床工具(jù)集團股份公司SK7120A 數控外螺紋磨床(陝西漢江機床有限(xiàn)公司)。可磨螺紋的最(zuì)大/最小直徑Φ200/Φ2 mm;可磨最大螺紋(wén)長度250 mm;螺距0.25~6 mm;最大導(dǎo)程角為±30°。加工相鄰(lín)螺距誤差0.002 mm,在螺紋全長上(shàng)誤差0.005 mm;螺紋中徑圓度誤差0.002 mm,螺紋中(zhōng)徑圓(yuán)柱度誤差0.003 mm;表麵粗糙度Ra0.32。床身為礦物(wù)質材料,各驅動軸(zhóu)(X、Z、C軸)采(cǎi)用直驅電機,砂輪主軸電機采用直驅同步電機,配備CBN砂輪,砂輪(lún)修整采用金剛碟輪數控修型。批量應用於新能源汽車行業絲杠高(gāo)精度、高效率、大批量磨削,也適合人形機器人行星絲杠副絲杠磨削及傳統工業絲杠副(fù)絲杠磨削。
華辰精密裝備(bèi)(昆山(shān))股份(fèn)有限公司 HC-1000T 精密外螺紋磨床。可磨螺紋的最大/最(zuì)小直徑Φ320/Φ2 mm;可磨(mó)最大螺紋長度1000 mm;最大導程角為±30°;砂輪線速度80 m/s;標準(zhǔn)試件精度P0級。床身為人造大理石,采用導軌麵複印成型技術和先進的生產工藝過程控製方法,確保其物理(lǐ)性能和機械性能(néng)的穩定性,直線度<0.002 mm/m,床身可預埋冷卻管路,用(yòng)於(yú)導軌麵恒溫控製。砂輪主軸采用高精度滾動軸承(可選動壓軸承),使(shǐ)用專用的低齒槽轉矩的直驅(qū)力(lì)矩電機。配置HC-SOFT自(zì)主開發的軟件,向導式的(de)編程界麵,通過一鍵導入工件(jiàn)圖紙、輸入參數,即可實現代碼生成、參數校驗、模擬加工、數(shù)據導(dǎo)出等功能。適用於精密磨削加工各種外螺紋工件的滾道,如滾珠絲杠、傳動(dòng)螺杆等。

無錫泰諾工具有(yǒu)限公(gōng)司 WGM-400X 數控外螺紋磨床(chuáng)。最大磨削直徑Φ200 mm;最大磨削(xuē)長度400 mm;工件模數(shù)M0.5~M4(單邊 M8);螺距0.25~6mm;最大螺旋升角±25 °。工作精度:絲杠C3級,蝸杆DIN3974齒形4級、螺旋線4級、粗糙度Ra ≤0.16。機床采(cǎi)用(yòng)品字形的整(zhěng)體優質(zhì)鑄件床身,臥式結構,全(quán)閉環控製,六軸三聯動,X/Z/C軸采用直驅技術,砂輪修(xiū)整利用(yòng)專用(yòng)的工(gōng)作軸,設有獨立修整主軸,轉速可(kě)調。全自主開(kāi)發了包括砂輪修型(xíng)軟件和係統操(cāo)作界麵,操作界麵友好、簡單(dān)、可定製編譯(yì)。操作者可直接(jiē)使用菜單式輸入齒(chǐ)形(xíng)和根據 CAD 圖紙進行齒形導入兩種方式生成砂輪(lún)程序,非(fēi)常方便。可加工各(gè)種形(xíng)狀的螺紋、絲杠、蝸杆(gǎn)、滾絲輪/滾軋輪等。
5. 珩磨機(jī)
上(shàng)海善能機械有限公(gōng)司 SSV2050精密珩磨機。轉台(tái)最大承重 120 kg,衝程長度400 mm;衝程速度0.06~30 m/min;零件直徑範圍Φ4~Φ45 mm;工件(jiàn)最(zuì)大(dà)高度120 mm。可根據客戶需求定製珩磨係統,包括多主軸、在線測量係統、自動上下料等,珩磨精度圓(yuán)柱度(dù)0.002 mm,尺寸公差0.003 mm,粗糙度Ra0.1。機床(chuáng)采用整體式鑄造底座,模塊(kuài)化設計,超(chāo)精密轉台,提(tí)高工位(wèi)轉換精度,高精度雙立柱配置,減少工序轉換時間,提升加工效率。新一代工(gōng)業(yè)化操作界麵風格,更易操作(zuò),全過程信息記(jì)錄,智能化監測機床(chuáng)狀態,可選裝塞規自動尺寸控製係統,提高加工尺(chǐ)寸(cùn)一(yī)致性。

北(běi)京大足同進機械有限公司 MH150數控立式珩磨機。最大珩孔直徑Φ150 mm;最大珩孔深度400 mm;衝(chōng)程長度600 mm;衝程速度(dù)20 m/min;進給速度最小(xiǎo)設定值0.01 μm /次;工作台麵高度600 mm。機床采用整(zhěng)體式鑄造底座,模塊化設計,雙進給主軸,可以進行平台網紋珩磨,交叉網紋清晰銳利無換向圓角。進給、往複、主旋均為伺服控製,具(jù)有在線精密測量、油石磨損自動補償等功能。
株式會社日進製作所 G50-MM2 日進標準型珩(héng)磨設備。珩孔直徑為Φ4~Φ100 mm;最大珩(héng)孔深度130 mm;衝程長度300 mm;衝程速度30 m/min;進給速度最小設定值0.01μm/次。機床可搭載最多2根珩(héng)磨軸,各珩磨軸具(jù)備自動對刀調整功能,滿足大批(pī)量加工的需求。油石進給與行程速度及位置實現同步同調控製。在整個行程範圍內,油石能夠配合行程速度進行均勻連續(xù)的直(zhí)線進給。珩磨杆與主軸(zhóu)間(jiān)采用銑式夾頭連接,縮短換杆(gǎn)時間,提高效率。僅鍵入被加工工件內徑及要求交叉網紋角度,即可計算並自動設定主軸轉速等程序,從(cóng)而得到穩定(dìng)的交叉網紋,提高被加工麵(miàn)的保油性。

6.工具類磨床
瑞士施利博格機械股份有限公司 Sirius NGS 6軸數控刀片磨床。X軸行程400 mm;Y軸行程350 mm;Z軸行程280 mm;A軸行程360°;B軸(zhóu)行程270°;F軸(zhóu)行(háng)程270°。機床采用FANUC 31iB5係統(tǒng),6軸數控。全直(zhí)線電機(jī)驅動技術,可(kě)連續生產幾乎所有類型的複雜輪廓刀片(piàn)。砂輪最(zuì)大直徑Φ300 mm,7工位砂輪庫,用於砂輪法蘭杆(gǎn)以及對應冷卻液噴嘴(zuǐ)分配板的自(zì)動(dòng)交換。機內(nèi)修整(zhěng)和在線刀(dāo)具測(cè)量保證了生產柔性和最大可能(néng)的自動化。刀(dāo)片的前刀麵、周邊和輪(lún)廓均可在一次裝夾中完成(chéng)磨削。前刀麵磨削、周邊磨(mó)削或振蕩(dàng)功能使得各種各樣的後角磨削成為可能。交互式(shì)三(sān)維設計功能用來對最終產品進行精度優化,提高邊緣品質。同時機床本身還提(tí)供TOOGLE樣(yàng)板程序庫,用於滿足標準(zhǔn)刀片(piàn)快捷生產需要或者複雜刀片的推薦模版式(shì)解決方案。

牧野(yě)機床(中國)有限公司 SG10 高精密數控刀具磨床。X軸行程200 mm;Y軸行(háng)程200 mm;Z軸行程150 mm;U軸行程100 mm;A軸(zhóu)行(háng)程360°;W軸行程+20°~-210°;最大刀具長(zhǎng)度 150 mm。機(jī)床左右(yòu)對稱設計減(jiǎn)小熱變形影響,搭載開機後床身冷卻循(xún)環係統(tǒng),保證整機(jī)溫度均衡。6軸CNC控製(zhì):X、Y、Z軸配置閉環光柵尺,A、W采用直驅(qū)電機。三工位刀庫可實現自動換刀,搭配最新開發靈活自由的TOOL CREATOR操作軟件可解決範圍直徑(jìng)Φ1~Φ10mm的(de)刀具生(shēng)產。
昂科機床(上海)有限公司ANCA MX7 Ultra。X軸行程540 mm;Y軸(zhóu)行程540 mm;Z軸(zhóu)行程215 mm;C軸行程264°;A軸行程360°;最大直徑Φ200 mm;最大工件承重20 kg。機床搭(dā)載模(mó)擬信號測量(liàng)功能,可以保持任何刀具輪廓的線形精度小於±0.002 mm,包括球頭和圓角刀具。該(gāi)機床可(kě)以用於批量生產高性能精密刀具(jù),其包含了納米(mǐ)級控製係(xì)統,來確(què)保平滑運動(dòng)的新伺服控製算法;升級後的係統和機械(xiè)性能,可以大大(dà)提高加工強度和剛度(dù);在線測量技術、砂輪動平衡和跳動(dòng)補償,確保了精度的一致性;同(tóng)時配備(bèi)電機溫度控製技術(shù),對磨削主軸的熱膨(péng)脹進行補償。

孚爾默(太倉)機械有限(xiàn)公司 VHybrid 260 工具磨床。最大刀具直徑Φ150 mm;最大刀具長度360 mm;最大砂輪和電極直徑(jìng)Φ150 mm;磨削主軸轉速8500 r/min。通過一(yī)次裝夾,即(jí)可完成對硬質合金以及PCD刀具的磨削或電火花(huā)放電(diàn)加工(gōng)。通過兩根水平主軸垂直(zhí)布置(zhì)的方式實現多重加工。上、下部主軸既可用於磨(mó)削,也可用於電火花放電加(jiā)工,而上部主軸隻預留用作磨削。在對PCD(聚晶金剛(gāng)石)刀具(jù)進行電火花放電加工時可達到Ra0.05的表麵質量。

聯合磨削集團 HELITRONIC POWER DIAMOND 400五(wǔ)軸(zhóu)數控工具磨床。X軸行程650 mm;Y軸行程350 mm;Z軸行程720 mm;A軸行程360°;C軸(zhóu)行程±200°。采用鑄鐵龍(lóng)門式結構,3個線性軸為滾(gǔn)珠絲杠驅動(dòng),並由集成的高分辨率閉環測(cè)量係統加(jiā)載和(hé)控製,標準配置兩個(gè)皮帶驅動的主軸,可以選擇(zé)一個主軸(zhóu)為電主軸,每個主軸最多可裝三片砂輪。可(kě)選(xuǎn)配多種(zhǒng)增效選(xuǎn)項,如4工位或8工位(wèi)砂輪更換裝置、機器人(rén)裝裁機、激光輪廓(kuò)檢測等。適(shì)用於各個(gè)行業的旋轉對稱刀具生產(chǎn)和(hé)重(chóng)磨(mó),也可用(yòng)於大批量修(xiū)磨。可加工材料包括高速鋼、硬(yìng)質合金、金屬陶瓷、陶瓷等。
北平機床(浙江)股份有限公司 T6 五軸數控工具磨床。X軸行程(chéng)450 mm;Y軸行程380 mm;Z軸行程250 mm;B軸行程360°;磨削工件範圍0.8~16/25 mm;磨削工件長度(dù)200 mm。采用天然花崗岩床身,配置雙砂輪組的電主軸和4組砂輪庫,搭載3D模擬磨削工藝軟件和智能(néng)化刀具管理係統,可實現自動磨削、檢測、激光打(dǎ)標等工序集成的智能化生產,可進行實(shí)時數據采集(jí)、遠程診斷、維護、監測、管理等工作(zuò)。能選配支(zhī)撐跟隨機構實現加長鑽頭高效、高精度磨削, 配置自動(dòng)裝載(zǎi)機(jī),具備機(jī)械手防撞、免維護快速修複及微調功能。
北京海寶精機數控機械有(yǒu)限公司 HP250-T 五軸數(shù)控刀片磨削中心。X軸行程160 mm;Y軸行(háng)程480 mm;Z軸行程220 mm;C軸行程-30°~+15°;C軸(zhóu)最(zuì)大轉速60 r/min。5軸CNC控製,5個進(jìn)給軸(zhóu)全部采用(yòng)閉(bì)環控製。標配(pèi)3D-測頭可對毛坯及成品進行(háng)多(duō)角度測量,係統根據成品測量值可進行自動補償,提高產品精度。通過更換裝夾係統,可以磨削各種槽刀片、成型刀片及非標刀片,也可用於ISO標(biāo)準(zhǔn)可轉位機夾刀片的(de)磨削;一次裝夾能夠同時滿足刀片的刃口、槽型及倒棱磨削,加工的材質涵蓋硬質合金、金屬陶瓷、陶瓷(cí)、CBN、PCD。
7.其它類磨床
北京海普瑞(ruì)森超精密技術有限公司(sī) DJM-100A 超精密數控磨床(chuáng)。X軸行程200 mm;Z軸行程200 mm;X/Z直線度0.1μm/100 mm;C軸重(chóng)複定位精(jīng)度2″;主軸最高轉(zhuǎn)速40000 r/min。可加工直徑Φ100 mm,表麵(miàn)粗糙(cāo)度(dù)Ra0.015μm,麵形精度PV0.3 μm。機床底座采用人造花崗岩結構,所有線(xiàn)性(xìng)軸均采用全靜壓約束軸承,工件軸(C軸)采用氣體靜壓軸承,回轉精度0.02 μm,確保在輪廓加工中實現超精密插補運動精度。用於脆硬性材料的超精密磨削,可磨削光學鏡(jìng)片、模壓用鎢鋼模具、光學玻璃模具、柱銷、套筒等(děng)。

DVS集團 uFlex 800 (Buderus)。最大工件直徑Φ50 mm;最大工件長度500 mm;X1軸(水平)行程500 mm ;Z軸(豎直)行程 800 mm;最大工(gōng)件承重8 kg;工件主軸(zhóu)最大轉速3500 r/min;刀具主軸最大轉速6000 r/min。uFlex是一款緊湊的熱後(hòu)精加工機床。采用天然花崗岩床身,獨立的內(nèi)外圓磨削主軸結構安裝在兩個獨立的(de)十字滑台,實現一次裝夾完成軸(zhóu)類工件的內外圓同步磨削。多(duō)功能頭可以根據(jù)需求配備不同刀具和測量裝(zhuāng)置。配有先進驅動(dòng)裝置的235VM中驅。該驅動裝置的工作轉速可(kě)達2500r/min,以此實現(xiàn)零件的硬車(chē)加工。中驅(qū)技術的主要優勢就(jiù)是一次裝夾能(néng)完成內圓(yuán)和外圓幾何輪廓的加工,這樣會(huì)獲得更高的精度以及效(xiào)率的顯著提升。
四川普什寧(níng)江機床有限公司 NJ-MK4280/1 數控坐標磨床。工作台尺寸1440 mm×860 mm;X軸(工作(zuò)台縱向)行程1300 mm;X軸定位/重複定位(wèi)精度0.004/0.002 mm;Y軸(磨頭橫向)行程800 mm;Y軸定(dìng)位/重複定(dìng)位精度(dù)0.004/0.002 mm;W軸(磨頭垂(chuí)直)行程635 mm;Z軸(往複衝程)行程170 mm;行星磨削最大孔徑180 mm。機床(chuáng)采用華中數控係統對X、Y、Z、W、U、C六軸(zhóu)進行控製,並具有三軸聯(lián)動功能。機床為(wéi)連續軌跡數控坐(zuò)標磨床,利用直線和圓弧逼近的方法,對淬(cuì)火後的具有任意曲線的平麵圖形的樣板、模具型腔和衝頭等(děng)零件進行加工。利用點位數控的方法,對淬火後的帶有高精度孔距要求的坐標孔係進行(háng)磨削加工。

北京精雕(diāo)科技集團有限公司 JDGRMG500 精雕五軸高速磨削中心。X/Y/Z軸運動定位精度2 μm;A/C 軸運動定位精度5";X/Y/Z軸重複定位精度1.8 μm;A/C 軸重複定位精度3";X/Y/Z 軸(zhóu)工作行程550/770/450 mm;A/C軸回(huí)轉角度(-115°~90°)/360°;刀庫容量37 把(鏈(liàn)式刀庫(kù));工作(zuò)台直徑Φ500 mm;最大工作負重300 kg。機床采用立(lì)式加(jiā)工中心的結構,專為脆性材料和難切削材料的精密加工設計。配備碗型砂輪並使用中空(kōng)通水主軸實現砂輪和工件的充分冷卻,支持磨削加工多種特征,如(rú):插磨加工高精度的孔特征、展成法磨削加工球麵特征、通過聯動控製實現非球麵特征的加工(gōng)。適用於玻璃、陶(táo)瓷、矽、寶石等非金屬硬脆材料,以及硬質合金(jīn)、不鏽(xiù)鋼、鈦合金等高硬度金屬材料的複(fù)雜零(líng)件加工。

豪馬國際有限公司 ZMS係列 中心孔磨床 (瑞士FISCHER)。標準型工件長度1000 mm(可擴展至3000 mm);可磨削中心孔(頂尖孔)直徑範圍Φ2~Φ200 mm;工件最(zuì)小直徑Φ5 mm;可加工中心孔角度0~90°。磨(mó)削精度徑(jìng)向跳動<1 μm;中心孔圓度(dù)(視工件而定(dìng))<0.0005 mm,中心(xīn)孔粗糙度Ra 0.1~0.2 μm。采用精密的氣動磨頭主軸,主軸頭可以在0~90°旋轉,轉速範圍為0~60000 r/min,當磨較小直徑的中心孔(頂尖孔)時,可選配轉速(sù)為0~80000 r/min的主軸,磨輪線速度最高可達約82 m/min。特殊設計的頂尖支撐結構,允許最大的工件的承(chéng)重高達400 kg。

(來源:協會市場部 責編(biān):黃韶娟(juān))
投稿箱:
如果您(nín)有機床行業、企業相關(guān)新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
如果您(nín)有機床行業、企業相關(guān)新聞稿件發表,或(huò)進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com
更多相關信(xìn)息
馬")
業(yè)界視點
| 更多

行業數據
| 更多
- 2025年1月 新能源汽車銷量情況
- 2024年12月 新能源汽車產量數據
- 2024年12月(yuè) 基(jī)本型乘用車(轎車(chē))產量數據
- 2024年12月 軸承出口情況
- 2024年(nián)12月 分地(dì)區金屬切削機(jī)床(chuáng)產量數據
- 2024年12月 金屬切削(xuē)機床產量數據
- 2024年11月 金屬切削(xuē)機床產量數據
- 2024年11月 分地(dì)區金屬(shǔ)切削機床產量數據
- 2024年11月 軸承出口情況
- 2024年11月 基本型乘用(yòng)車(轎車)產(chǎn)量數據
- 2024年11月 新(xīn)能源(yuán)汽車產量數據(jù)
- 2024年11月 新能源汽車銷量情況
- 2024年10月 新能源汽(qì)車產量數據
博文選萃
| 更(gèng)多
- 機械加工過程圖示
- 判斷一台(tái)加工中(zhōng)心精度的幾種辦法
- 中(zhōng)走絲(sī)線切割機床的發(fā)展趨勢
- 國產數控係統和數控機(jī)床何(hé)去何從?
- 中國的技術工人都去哪裏了(le)?
- 機械老板做了十多年,為何(hé)還是小作(zuò)坊?
- 機械行(háng)業最新自殺性營銷,害人害己!不倒閉才
- 製造業(yè)大逃亡
- 智能時代,少談點智造,多談點(diǎn)製(zhì)造
- 現實麵(miàn)前,國人沉默。製造業的騰飛,要(yào)從(cóng)機床(chuáng)
- 一文(wén)搞懂數控車床加工刀具補償功能
- 車床鑽孔攻螺紋加工方法及工(gōng)裝設計
- 傳統鑽削與螺(luó)旋銑孔加工工藝的區別