
數控係統的一個發(fā)展方向, 而五軸聯動數控機床是複雜曲麵高效加工的最佳手段. 在常規CAM 係統輸出的五軸加工程序中, 複雜曲(qǔ)麵加工的刀具路徑是(shì)用小直線和圓(yuán)弧近似逼近的, 這種(zhǒng)近似會產生兩(liǎng)個問題: ¹ 為了達(dá)到加工精度的要求, CAM 係統需要生成更加密集的小直線和圓弧擬合的曲線段, 同時相應表達的N C 代碼也變得更多, 而且隨著加工精(jīng)度要求的(de)提高, NC 代碼(mǎ)量會成倍(bèi)增加. 這樣的處理方式不僅(jǐn)加重了CAD/ CAM 係統和CNC 係統的傳輸負擔, 同時也占用了過(guò)多的CN C 存儲空間(jiān). 因此, 考慮到加工時間和加工耗費, 常(cháng)規插補方式效率低而且不經濟(jì). º 由於曲線是由小線段和圓弧擬合而成, 會導致曲(qǔ)線在節點處的速度(dù)和加速度的不連續(xù), 這樣會導致加工過(guò)程中的(de)進給率波動過大, 降低加工精度和表麵質量.
為解決以(yǐ)上(shàng)問題, 國內外一些學者提出采(cǎi)用參(cān)數化插補的方法代替常規線性插補. 在這種參數曲線插補中, 非均勻有理B 樣條( NU RBS ) 是(shì)在(zài)參數化插補中得到最廣泛應用的一種曲線表達方(fāng)式. 在幾何描述上(shàng), N URBS 曲線能用(yòng)比小線段和圓弧更(gèng)少的數據來描(miáo)述曲線, 因此(cǐ)能減少數據量, 減少CAD/ CAM 和CNC 之間的傳輸時間; NURBS 曲線的C2 參數連續保證在插補過程中進給速度和加速度的平滑. 正是基於NU RBS 曲線表達(dá)的這(zhè)些優勢,越來越多的商用CAD/ CAM 係統及內核ACIS 與Paraso lid 都(dōu)先後開發擴充了NURBS 功能.
現有的高檔數控(kòng)係統, 例如FA NUC、MITSUBISHI 等, 也開發(fā)出了五軸N URBS 插補功能模(mó)塊(kuài). 文(wén)獻[ 1-3] 中也提出了NURBS 插補算法(fǎ). 在該算法中, CAM 係統及後處理程序完成刀位點的坐標變換和五軸進給命令輸(shū)出; 其NU RBS 功能(néng)是CAM 係統直接輸出在機床坐標(biāo)係下由兩條多項式曲線定義各軸移動指令(lìng), 其中: 一條三維的參數曲線定義3 個平動軸x、y、z的運動; 一條二維(wéi)的參數曲線定義轉動軸A 、B、C 的運動(dòng), 2 條參數曲線采用相同的控製節點序(xù)列. 然而這種方法輸入的僅僅是機床坐標係下的移動指令, 限製了插補模塊的功能, 加工的誤差和速度控製缺乏一定的擴(kuò)展性. 問題主要表現在:
( 1) 五軸加工需要進行坐標轉換, 而在坐標轉換的過程中會存在較大的非線性誤差, 而(ér)非線(xiàn)性誤差(chà)的控製是五軸高速高精度加工的關鍵問題[ 4, 5] . ( 2) 該(gāi)方法移動指令所表示的是(shì)刀位(wèi)信息, 無法得到準確的刀尖點的信息, 因此, 該插補方式無法控製刀尖點的速度恒定, 降低加工(gōng)精(jīng)度.
為解決以上2 個問題, 本文提出一種新的五軸(zhóu)雙NURBS 曲線插補格式, 並提出針對該數(shù)據格式保持恒(héng)定進給速(sù)度的插補算法, 從理論上(shàng)極大地減小了非線性誤差. 在本方法中, CAM 係統把一段理(lǐ)想刀位點擬(nǐ)合成曲線, 刀位點和刀具軸(zhóu)線矢量都是在工件坐標係下描述的. NC 單元讀入曲線信息進行直接NURBS 曲線插補(bǔ), 生成密化數據點序(xù)列, 最後進行坐標轉換, 生成伺服係統需要的移動指令, 實現數控加工. 在該方法中, CNC 輸入(rù)的是工件幾何模型的刀具路徑信息, 有更豐富的幾何信息便於CNC的插補模塊速度(dù)和控(kòng)製誤差性能提高. NC 單(dān)元在坐標轉換前進行插補, 進一步細分離散點序列(liè), 從(cóng)理論上(shàng)減小了在坐(zuò)標轉換過程中的非線性誤差[ 6] .
1 CAM 和CNC 間的雙NURBS 數(shù)據描述
1. 1 NURBS 曲線的表達和參數連續性
一(yī)條(tiáo)k 次NURBS 曲線可以表示為一(yī)分段有理

NURBS 曲(qǔ)線的參數連續性由(yóu)定義域(yù)內的重(chóng)複(fù)節點決定; 在定義域內, 節點具有最高重複度為r k 次B 樣(yàng)條基函數(shù)為(wéi)( k- r ) 次可微的, 也就是Ck- r連續. 這導(dǎo)致所定義的k 次B 樣條(tiáo)曲線也是Ck- r 連續的. NU RBS 曲線可微性(xìng)的完整表述為: k 次NU RBS 曲線在其定義域內的非零節點區間內部或在每一曲線段內(nèi)部是無限次可微的; 在定義域(yù)內重複度為r 的節點處則是( k- r ) 次可微的. 由此可知, NU RBS 曲線在參數連續性(xìng)基礎上解決了線性插補中的段(duàn)與段的連接問題. 在(zài)通常采(cǎi)用的NURBS 插補中(zhōng), 多采(cǎi)用3 次NU RBS 曲線, 以實現在一階(jiē)節點重複(fù)度下能(néng)實現C2 連續.
1. 2 CAM輸出數據格式描述
刀具移動由在工件坐標係下的兩條(tiáo)NU RBS 參(cān)數曲(qǔ)線P( u) 和Q( u) 確定:
由此五軸NURBS 插補需要的刀尖點位置和刀具軸線(xiàn)矢量(liàng)可由式( 5) 和(hé)( 8) 得到, NURBS 插補(bǔ)的全部信息可由P( u) 和Q( u) 表達, 因此可以提出適合NURBS 插補的數據格(gé)式為:
G642
BSPLINE SD= 3
xt_ yt_ zt_ x h_ yh_ zh_ pl_w _
…
xt_ yt_ zt_ x h_ yh_ zh_ pl_w _
G1
其中: G642 BSPLINE 表示NU RBS 插(chā)補模式啟動; SD 為(wéi)NU RBS 曲線次(cì)數; x t_ yt_ zt_ xh_ y h_ zh_為式( 5)、( 6) 中(zhōng)所表示的曲線的控製點; pl 為該段節點矢量的變化值; w 為權值. 現有(yǒu)的CAM 軟件中, Cat ia 支持(chí)輸出這種(zhǒng)表達刀(dāo)具路徑的數據(jù)格(gé)式. 2 實時五軸NURBS 插補過程根據前(qián)麵的分析, 本係統(tǒng)采用五軸雙NURBS曲線插(chā)補, 在(zài)CNC 係(xì)統中需要完成實時插補和運動學(xué)坐標轉換2 個過程.
2. 1 恒定速度插(chā)補方法
由數(shù)據格式信息可知, 實時插補的已知條件為: P( u) , Q( u) , 節(jiē)點矢量U= [ u0 u1 , un+ k+ 1 ] ,進給速度vF 和插補周期T.
由於刀尖點相對於工件的速(sù)度對加工質量的影響很大, 故需要保持刀尖點速度的穩定和平滑. 對P( u) 進行插補以(yǐ)實現恒定的(de)刀尖點速度:
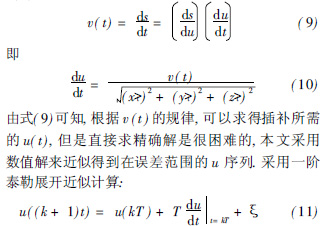
式中, N為高階無窮(qióng)小量.在該插補算法中, v ( t ) 即為加工程序給定的進給速度vF , 除起始點和終點的加減(jiǎn)速階(jiē)段外, 該進給速度在曲線上(shàng)是恒定不變的.
實現NU RBS 插補的基(jī)本流程如(rú)圖1 所示.由插補計算流程可以得到u( t) 在每個插補周期節點(diǎn)上的(de)參(cān)數(shù)值u( ( k+
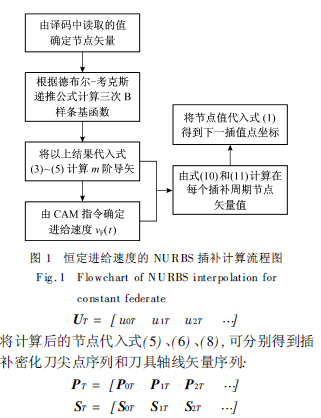
1) T ) , 得到插補後的節點在角度處理方麵, 由於PT 和ST 采用相同的參數(shù)描述(shù), 且都由NURBS 曲(qǔ)線插(chā)補生成, 能夠保證C2 連續. 因此, 在五(wǔ)軸加工(gōng)中, 能夠保證2 個轉動軸的(de)角速度和角(jiǎo)加速度的連續性(xìng), 從而實(shí)現機床各軸速度和加(jiā)速度的平滑變(biàn)化.
2. 2 運動學(xué)上的坐標(biāo)變換
由於以上的插補計算是在工件坐標係(xì)下進行的, 故需要進行坐標變換, 將(jiāng)P 和S 轉換成在(zài)機床(chuáng)坐標係下的平動軸x、y、z和轉動(dòng)軸A 、B 、C. 根據文獻[ 5] 中五坐標機床的運動求解: 對於每(měi)一個插補(bǔ)周(zhōu)期, 由刀具路徑( x t , y t , z t , Sx , S y , Sz ) 到機床移動指令(lìng)( x m , y m , z m, Am , Bm ) . 其中: x t , y t , z t 為刀尖點(diǎn)坐標在x 、y、z 上的分量; Sx , Sy , Sz 為刀軸矢量在x 、y、z 上(shàng)的分量; Am , Bm 為對應A 和C 的旋轉軸, 本試驗機床為(wéi)A、C 軸雙轉台機床, 轉動(dòng)台(tái)旋轉中心在機床(chuáng)坐標係中的坐標為( mx , my , mz ) . 計算(suàn)可得機床移動指令為:
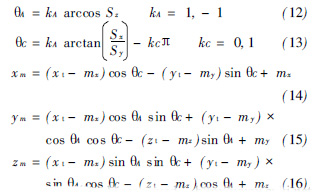
式中: HA 和HC 可能存在2 個解, 其具體象限應按(àn)運動的連續(xù)性確定, HA 取值需要(yào)滿(mǎn)足行程範圍.該(gāi)插補方式加入了(le)CAM 中後處理坐標轉換的環節(jiē)和NURBS 格(gé)式數(shù)據讀入和預(yù)處理環節, 要進行(háng)複雜的數學計(jì)算, 因此, 在一定的插補時間完成這些工作是該算法的難(nán)點(diǎn).
3 仿真試驗和非線性誤差比較
3. 1 仿真試驗數據
圖2 所示為待加工的N URBS 曲線.

由CAM 生成5 軸雙NU RBS 曲(qǔ)線格(gé)式代碼為(wéi):
G642
BSPLINE SD= 3
xt0. 00000 y t0. 00000 zt- 4. 00000 x h- 7. 14046
yh6. 69709 zh- 1. 95970 pl0. 000 w 1. 000 VF 1000
…
xt21. 00000 yt0. 00000 zt0. 00000 x h29. 76081
yh- 3. 92682 zh- 1. 87237 pl0. 000 w 1. 000
G1
共14 段.
由Cat ia 生成的線性插補格(gé)式代碼(mǎ)為:
N0010 G40 G17 G94 G90 G70
N0020 G91 G28 z 0. 0
N0040 G1 G90 x 0. 0 y0. 0 z - 4. 0 A0. 0 B0. 0
VF 250
N0050 x 0. 8488 y 0. 1356 z - 3. 5033
….
N0510 x 21. 0 y 0. 4 z - 4. 0
N0520 M02
共50 段由以上NC 代代碼可得, 雙NURBS 曲線數據格式與線性插補(bǔ)格式數(shù)據相比, 能用更少的數據表達更豐富的(de)幾(jǐ)何信息(xī), NC 文件能大幅度減小, CNC 模塊能一次讀取(qǔ)更多的幾何信息.
3. 2 非線(xiàn)性誤差比較
該試驗參(cān)考Erdos 等[ 6] 所做的試驗(yàn)報(bào)告中的誤差猜(cāi)測量和分析方法, 利(lì)用CAD 軟件(jiàn)建立(lì)加(jiā)工模型, 生(shēng)成兩種格式下的NC 代碼文(wén)件( 如3. 1 節所(suǒ)示) , 分別進行相應的(de)插補得到(dào)一係列(liè)插補點, 然後對兩組插補點進行非線性誤差分析.
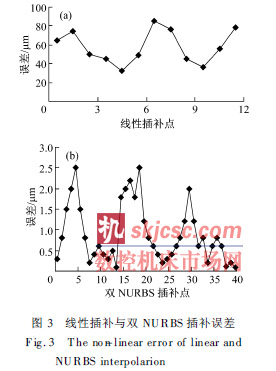
( 1) 對常規線性(xìng)插(chā)補(bǔ)中的生成的插補點取樣,進(jìn)行非線性誤差分析, 由圖(tú)3( a) 可見, 該插補方式(shì)下非線性誤差較(jiào)大, 最大誤差可(kě)達80 Lm.
( 2) 采用雙NURBS 曲線插補生(shēng)成插補點, 插補周期2 ms, 進給速度1 m/ min, 在插補周期內平均的線性長度(dù)為(wéi)1. 6 Lm. 取樣其中(zhōng)的插補點進行非線性誤差分析, 如圖3( b) 所示. 由圖可見, 非線性誤差在2. 5 Lm 內, 通過插補充分(fèn)細分程序段後, 最大非線性誤(wù)差僅(jǐn)為線性插(chā)補的3. 125% , 說明該插補方式能夠在理論上極大地減小五軸加工的非線性誤差.
4 結 語
針(zhēn)對工(gōng)件(jiàn)坐標係(xì)下的刀位點的直接插補對提高五軸聯動加工的精度具有重要意義. 雙NURBS 插補技術是發展高速、高精度五軸聯動CNC 的(de)關鍵技術, 而且NURBS 格式規範的幾何數據描述也為CAD/ CAM 和CN C 的集成提供了可能.
如果您(nín)有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






")

