
摘要:1.5MW 半直驅永磁風力發電機轉子(zǐ)為熱套轉子支架結構,轉軸為細長結構,端(duān)麵無法蘭且為兩段軸配合麵,形位公差要求嚴(yán)格,文中製作了相應的專用工具,並(bìng)給出了(le)合理的(de)相關工藝。
關鍵詞(cí):T 尾槽;轉子;裝夾;止口;同軸度
1 引言
哈電目前投(tóu)產加工的1.5MW 半直驅永磁風力發電機試(shì)驗機組是(shì)公司首次自行設計和製造的風力(lì)發電機,結構與以往常(cháng)規水(shuǐ)輪發電機結構大不相同,其中轉(zhuǎn)子為熱套轉子支架結構(gòu),轉軸為細長結構,端麵無法蘭且為兩段軸配合麵,形位公差要求(qiú)嚴格;轉子(zǐ)支架熱套轉軸後加工磁軛T 尾槽,而T 尾槽與磁極T 尾配合間隙小,僅為(wéi)0.5mm,且無周向調整餘量,必須靠加工保證(zhèng),因此要(yào)求T尾(wěi)加工精(jīng)度較高。
2 工藝研究重點
本次加工中轉子支架與轉軸熱套(tào)後加工其外圓及銑(xǐ)T 尾槽,其中T 尾槽為645mm 通長槽,轉子支架外圓尺寸公差為0.15mm,圓跳動為0.03mm,T 尾槽尺寸公差為0.20mm,與軸的平行度為0.05mm,且與(yǔ)磁極T 尾配合間(jiān)隙僅為0.50mm,尺寸公差及相應的形位公差(chà)要求嚴格;熱套後加工轉子支架外圓時由於軸較細且無法蘭,軸頭最大直徑僅為380mm,因此在車床上無法裝夾(jiá);為保證T尾槽與軸平行且(qiě)保(bǎo)證圓周位置(zhì)度要求,在銑T 尾槽時,轉子需立起防止加工(gōng),由於轉軸無法蘭,需製作相應的工具及考(kǎo)慮固定方式。本次加工工藝研究重點(diǎn)是采用合理的加工工藝並製(zhì)作專用工具解決加工(gōng)難題,保證產品質量。通過研究掌握風電轉子加工新工藝,盡快掌握此類型工件的加工方(fāng)法,增強哈電在(zài)同(tóng)行(háng)業同類型產品中的競爭力,在以後此類結構轉子的加工過程中,優質高(gāo)效地完成工件加工,滿足(zú)圖紙尺寸和形位公差要求,為下一步(bù)我公司製造此類風電機組作好技術儲備。
3 工(gōng)藝(yì)方案
3.1 外圓加工
轉子支架與轉軸熱套後在臥車加工轉子支架(jià)外圓,由於轉軸較(jiào)細且無法蘭,無法裝夾(jiá),因此製作工具假軸兩件。假軸全長1120mm,一側加工準500 裝夾用法蘭,另(lìng)一側加(jiā)工與軸配合止口,並加工(gōng)24-準26 光孔,與轉軸軸頭上24-M24 對應(yīng)。加(jiā)工時將兩假軸在轉軸兩側分(fèn)別與其聯接。
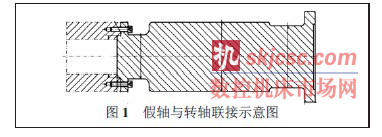
加工時先調整轉軸與假軸之間同軸度小於0.03mm,夾一側(cè)假軸法蘭,在假軸上車磨架子口,架子口在裝夾一側任意位置,加工合格後,工件調頭,夾另一側假軸法蘭,架所加工架子(zǐ)口,車轉子支架外圓到圖紙要求。

3.2 銑T 尾槽
為(wéi)保證圖紙中轉子支架(jià)與(yǔ)主(zhǔ)軸之(zhī)間的平行度要(yào)求(0.05mm),銑T 尾槽時將(jiāng)轉子支架立起加(jiā)工。由於轉軸兩端均無法蘭,因此為保證加工精度和調整(zhěng)、固定轉子支(zhī)架,製作立軸法蘭。
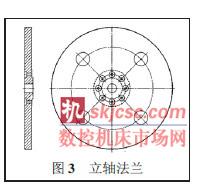
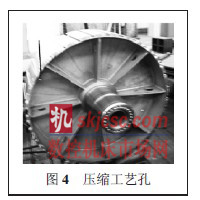
利用軸內孔與法蘭止口配合,在軸(zhóu)非驅動端聯接立(lì)軸法蘭,將(jiāng)聯接後的(de)轉子吊放到鏜床數控轉胎,利用千斤頂等(děng)工具調整軸垂直度小於0.03mm,用螺釘將轉軸與法蘭(lán)緊固在一起(qǐ);由(yóu)於轉子立起後僅壓緊立(lì)軸法蘭(lán),難以保證加工轉子時的(de)穩定,但是在輪(lún)轂環板為整張(zhāng)鋼板結構,沒有壓緊位置(zhì)。為不影響結構強度和保證較好的加工效果,決定在輪轂環板上加(jiā)工4 個工藝壓緊孔,並在法蘭(lán)外圓壓緊立軸法蘭,從(cóng)而保證了轉子加工過(guò)程中的穩定性。
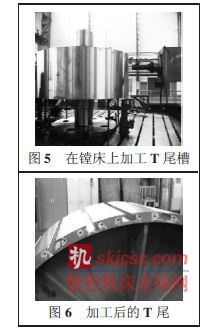
由於轉子(zǐ)T 尾(wěi)槽為645mm 通長槽,槽內各個部(bù)位尺寸複雜,而且有多處倒角要求,為解決此問題,製作專用T 尾銑(xǐ)刀(分為粗銑刀和精銑刀兩種)。加工時先粗銑T 尾槽留加工(gōng)餘量,待一周所有T 尾(wěi)槽全(quán)部粗銑合格(gé)後,重新檢測轉軸垂(chuí)直度,檢測合格後精銑(xǐ)所有T 尾槽到圖紙要求尺寸。
經過加工後轉(zhuǎn)子支架外圓滿(mǎn)足圖紙要求,跳(tiào)動小於0.03mm,T 尾槽各個部位尺寸合格,表(biǎo)麵粗糙度優良,T 尾部與(yǔ)軸的平行(háng)度均小於0.05mm,完(wán)全滿足圖紙要求,達到了(le)預想的結果。
4 結語
伴隨著國家對清(qīng)潔新能源的日益重視,國內風電製造行業的競爭日益激(jī)烈,產品質量便成為了競(jìng)爭中的重中之重,先進的製造工藝將會(huì)使產品質量如虎添翼,提高勞動效率,降低單位生(shēng)產成本(běn)。1.5MW 半直驅永磁風力發電機轉(zhuǎn)子加工的成功(gōng),對哈電的風電產品部件加工具有非凡的意(yì)義,因為風電轉子為轉子支架與軸熱套成整體後(hòu)直接加工T 尾結構,此種結構不具備太大的可調性,轉子支架T 尾(wěi)的加工質量會直接影響轉子的(de)圓度和轉子與軸(zhóu)係的同心度,並關係到磁極裝配後(hòu)緊量(liàng)及整體的同軸度,造成機組振動等一係列問題(tí),從而影響機(jī)組穩定運行,因此轉子的加工(gōng)精度至關重要。
通過本次成功(gōng)的工(gōng)藝研究,掌握了風力發電機轉子加工新技術。今後風力發電機的市場(chǎng)前景比較廣闊,通過該機組的生產,做好工藝技術儲備、積累加工經驗,可為將來我公司製造此類風電機組打好堅實的基礎。
如果(guǒ)您有機床行業、企業相關新聞(wén)稿件發表,或進行資訊合作,歡(huān)迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com








