
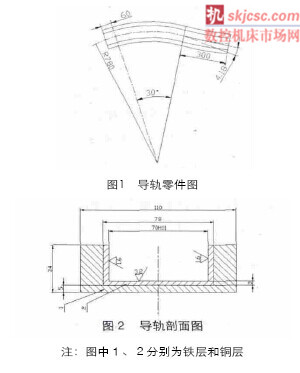
導軌在普通銑床上用手(shǒu)工加(jiā)工無法達到弧度連接這一加工要(yào)求,而CAM技術與數控銑床的有效結合恰恰解決(jué)了尺寸連接這一難題,不但減小了尺寸連接的(de)誤差,還提高了產品的質量和生產效率(lǜ),而且減輕了勞動(dòng)強度。下麵筆者以導軌的實際(jì)加工為例,探討CAM技術與數控銑床(chuáng)加工導軌的數控編程及加工過程,如圖1、圖2。
一、分析(xī)零件
在正式加工時(shí),首先應當對零件圖樣(圖(tú)1、圖2)進行仔細分析,內容包括:
1.分析待加工麵
一(yī)般來說,在一次加工中,隻(zhī)需對加工零(líng)件的部分表麵進行(háng)加工。這一步驟的(de)內容是:確定(dìng)待加工麵及其約束麵,並對其幾何定義(yì)進行分析(xī),必要的(de)時候對原始數據進行一(yī)定的預處理,要求所有幾何元素的定義具(jù)有唯一性。
2.確定加工方法
根據零件(jiàn)毛坯形狀以及待加(jiā)工表(biǎo)麵及其約束麵的幾何形態,並根據現有機床設備條件,確定零(líng)件的加(jiā)工方法及所需機床設備和工夾量具(jù)。
3.確定編程原點及編程坐標係
一般根(gēn)據零(líng)件的基準麵(或孔)的位置以及待(dài)加工表麵及毛坯上選擇一個合適的編程原點及編程(chéng)坐標係(也稱為工件坐(zuò)標係)。
4.對待加工表麵及其約(yuē)束麵進行幾何造型(xíng)
這是上機編程的第一步。對於CAD/CAM數控編程係統(tǒng)來說,一般可根據幾何元素的定義方式,在前麵零件分析的基礎上對加工表麵及其約束麵進行幾何造型。
5.合理的刀具選擇
對(duì)於有複雜曲麵(miàn)的零件,則需要對(duì)加工表麵及其(qí)約束麵的幾何形態進行(háng)數值計算,根據計算結果才能確定刀具類型和(hé)刀具尺寸。這是(shì)因為,對於一些(xiē)複雜曲麵零件的加工,希望所選擇的刀具加工效率高,同時又希(xī)望所選擇(zé)的刀(dāo)具(jù)符合加工表麵的要求,且不與非加工表麵發生幹(gàn)涉或(huò)碰撞。由於在某些情況下,加工表麵及其約束麵的幾何形態數值(zhí)計(jì)算很困難,隻能根據經驗和直覺選擇刀具,這時,便不能保證所選擇的刀具一定是合理的。在刀具軌跡生成之後,還需要進行一定的刀(dāo)位驗證。
6.刀具(jù)軌跡生成及刀具軌跡編輯
對於CAD/CAM數控編程係統來(lái)說,一般可在所定義加工表麵及其約束麵(或加工單元)上確(què)定(dìng)其外法(fǎ)向(xiàng)矢量(liàng)方向,並選擇一種走刀方式,根據所選擇的(de)刀具(或定義的刀具)和加(jiā)工參數(shù),係統(tǒng)將自動生成所需(xū)的刀具軌跡。所要求的加工參數(shù)包括:安全(quán)平麵、主軸轉速、進給速度、線(xiàn)性(xìng)逼近誤差、刀具軌跡間的殘留高(gāo)度、切削深度、加工餘(yú)量、進刀(dāo)段長度及退刀段長度等(děng)。當然(rán),對(duì)於某一加工方式來說,隻(zhī)要求其個(gè)別(bié)部(bù)分加工。
二、數控編程與模擬加工
在數控銑實際加工之(zhī)前,要先進行(háng)刀(dāo)路模擬,這樣可以找出在程序編寫過程中(zhōng)失(shī)誤的地(dì)方,大大(dà)避免了(le)模具(jù)實際(jì)加(jiā)工時的(de)錯誤,強化了刀路的效率和安全性,有效地(dì)保證了加工工件的質量,提高了生產效率。
三、工(gōng)件的裝夾、找正
1.裝夾
首先在導軌(guǐ)四(sì)角和中(zhōng)間部位墊上厚1mm的銅(tóng)墊,然後用定(dìng)位壓板壓在(zài)銅墊處夾緊。銅(tóng)墊主要作用是防止在加工時產生的應力變形。
2.找正
在刀具上粘上劃針,然後使用模擬刀具加工,沿工件大致外形輪廓找(zhǎo)正(加工銅層(céng)時同理沿外形劃線找正(zhèng))。
四、工件的(de)加工
首先對鐵層進行外形加工,主軸轉數(shù)為200r/min、進給量為40mm/min,要根據工藝要求留出下道工序的加工餘量。鐵層經過外形粗加工後焊接凹槽內銅層(céng)(防止熱變形的發生)。銅層焊接完畢後,首先對銅層進行半精加工,然後對工件進行測量,根據測量結果(guǒ)修改刀具補償進行精加工(gōng),精加工時(shí)主軸轉數為300r/min、進給量為60mm/min,加工完畢後對加工工件進行測量(liàng)、核對,要根據加工(gōng)要求留出鉗(qián)工研磨餘量。
如果(guǒ)您有機床行業、企業相關新聞稿件發表,或(huò)進行資訊合(hé)作(zuò),歡迎聯係本網編輯(jí)部(bù), 郵箱:skjcsc@vip.sina.com






州金馬")

