
1 複合梯形螺紋機用絲錐的設計
普通梯形螺紋機用絲錐,單支絲(sī)錐(zhuī)是用於切較大規格(gé)或較硬材料的梯形螺紋用絲錐(zhuī),由於切削截麵(miàn)積較大,一隻絲錐往(wǎng)往承受不了(le)切削負荷,這(zhè)時可采用(yòng)一組數支絲錐分擔切(qiē)削負(fù)荷,Ⅰ、Ⅱ錐組合單(dān)錐一次性裝夾,一次性完成內螺紋的切削。
(1)複合(hé)梯形螺紋機用絲錐的外廓設計
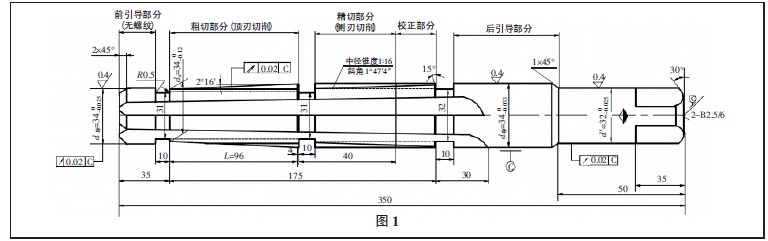
如圖1,複合梯形(xíng)螺(luó)紋機用絲錐由前引導部分、頸部、粗切部分(頂刃切(qiē)削)、精切部分(側刃(rèn)切削)、校正部分、後引導部分、柄部等組成。螺紋部分外徑、底徑(jìng)全都相(xiàng)等,為提高切削(xuē)螺紋精度和降低螺紋表麵粗糙度,采(cǎi)取了(le)中徑不等的設計。前引(yǐn)導部分(fèn)和後引導部分設計成圓柱形,其外徑等於被切(qiē)削螺紋的內徑。粗切部(bù)分製成前(qián)錐,前錐角度根據外徑d 和dx 計算得出。精切部分,中徑製(zhì)成1 ∶ 16 錐度,斜角根據中徑錐度(dù)和精切部分長度計算。
(2)粗切部分(fèn)齒形(xíng)設計
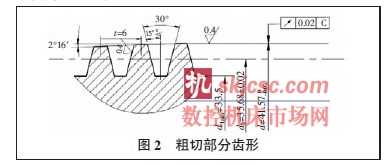
如圖2,梯(tī)形螺紋牙(yá)型角30°且對稱,30°梯(tī)形螺紋比普通60°或(huò)55°螺紋的中徑要厚且有強度,而且比其它螺(luó)紋更耐磨,但直徑不能太小,前斜角度計(jì)算(d-dx )/(2L),外徑、中徑(jìng)對中心線的跳動量為0.02mm,外徑、中徑、底
徑尺(chǐ)寸如圖2。
(3)精切部分齒形設計
如圖(tú)3:精切與粗切外徑(jìng)、底徑(jìng)等同,隻有中(zhōng)徑(jìng)不等,精切沒(méi)有前(qián)錐,但中徑有(yǒu)錐度1∶ 16,斜角度根據下式(shì)計算:(d-d2)/2×長度。

(4)校正部分(fèn)齒形設計校正沒(méi)有前斜角(jiǎo)度和中徑斜度。
(5)複合梯形螺
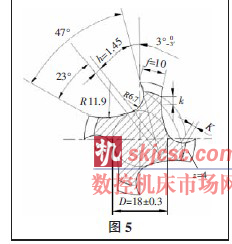
紋(wén)機用絲(sī)錐溝形設計如圖(tú)5:溝形角(jiǎo)47°,前角(jiǎo)3°,齒數為4 齒,刃寬為10,芯(xīn)厚為18,中徑鏟磨量的計(jì)算方法是πd2(tan(30′~50′))/z,刃(rèn)寬鏟磨(mó)量為tan(3°~5°)。
2 複合(hé)梯形螺紋機用絲錐的工藝路線
車各部(bù)→銑方尾→車螺紋→銑刃溝→熱處理→研兩端中心孔→磨刃溝(gōu)→磨刃柄部、前後導柱外圓(包括前(qián)錐)→磨螺紋(鏟(chǎn)磨外徑(jìng)、中徑)→磨前錐→激光打字(zì)。3 技術要求(qiú)(1)熱處理硬度:刃部為HRC63~66,柄部為HRC43~48。
(1)螺紋(wén)長度在25mm內螺距累計誤差不大於0.015mm,相鄰齒累積誤差不大於0.01mm。
(2)軸向上小於半個齒的不(bú)定整齒(chǐ),鏟床(chuáng)磨掉。
(3)刀齒前麵的圓(yuán)周(zhōu)不等分累計(jì)誤差不大於0.05mm。
3結(jié)語
複合梯形螺紋機用絲錐經廠家使用後,提高了用I、II錐加工產品的效率,同時也達到(dào)了成組絲錐鉸(jiǎo)削出來的表麵光潔(jié)度要求,節省了加工時間。因此,將複合梯形螺紋機用(yòng)絲錐用於大批量生產中,能夠大大提高生產效率。
如果您(nín)有機床行業、企(qǐ)業相關新聞稿件發表,或進(jìn)行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








