
閥門零件(jiàn)的加工質量影響閥門的(de)使用壽命, 加工費用影響閥門的製造(zào)成(chéng)本。下麵介紹兩種簡(jiǎn)便的加工閥門零件方法。
1. 利用普通車床加工球體
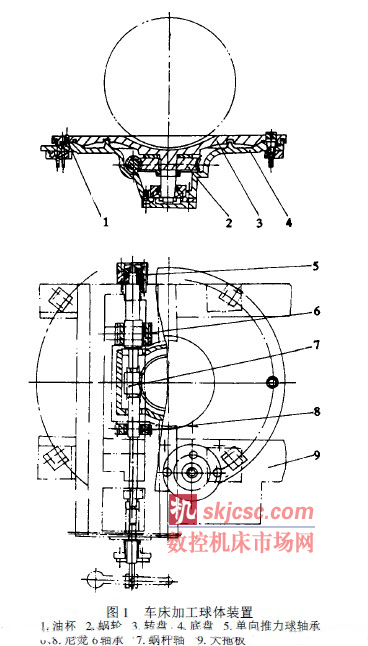
球閥的球體一般用專用機床加工。如果購買專用機床(chuáng)或外購加(jiā)工好(hǎo)的球體費用較高, 利用舊的C630 普通車床改裝成車球體裝置( 圖1) , 可(kě)以取得很好的效果。
首先用蝸杆軸取代中拖板(bǎn)的絲杆(gǎn), 動(dòng)力仍由原來的傳動路線傳到蝸杆軸。由蝸杆軸帶動蝸輪及(jí)轉盤作回轉運動, 刀架安(ān)裝在轉盤(pán)上, 實現圓周(zhōu)切(qiē)削運動。整個裝置(zhì)固(gù)定在大拖板上(shàng), 隨大拖板縱向移動(dòng)。由於蝸杆傳動(dòng)的軸向力較大,在蝸(wō)杆(gǎn)軸頂端增加了兩個單向推力球軸承。為提高軸的剛性, 在軸中間增加了兩個尼龍6 軸承。墊塊的厚度和前後位置(zhì)可(kě)根據加工(gōng)球體的大小作相應(yīng)調整。轉盤和底盤用球(qiú)墨鑄鐵製作,以增(zēng)加(jiā)強度和耐磨性(xìng), 並(bìng)設置了擋油槽以儲(chǔ)備從(cóng)油杯注入(rù)的潤滑(huá)油。
本裝(zhuāng)置用於C630 車床, 最大能加工直徑400mm 的球體, 即能適應DN 250 及其以下(xià)口(kǒu)徑的(de)常規球閥的需要。球(qiú)體的尺寸精度為H10級, 圓度為11 級。由於本裝置沒有(yǒu)改變(biàn)原(yuán)來的(de)傳(chuán)動路(lù)線, 主軸轉速及蝸杆(gǎn)軸的轉速可隨實際車加工球的具體情況而改變(biàn), 手動或機動轉換方便, 而且傳動精度比較高, 加工出的(de)球體能達到所需要的精度要求。
2. 旋(xuán)啟式止回(huí)閥搖杆鑽孔夾具
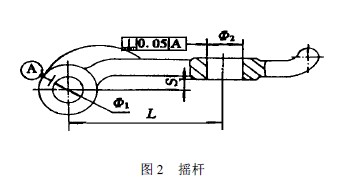
搖杆( 圖2) 是旋(xuán)啟式止回閥中的關鍵零件, 尺寸L 及閥瓣孔2相對於銷軸孔1兩端(duān)麵的位置決定了閥瓣在閥體中的位置, 而S 及孔2 對孔1 的垂直度則直接影響(xiǎng)閥瓣的啟閉(bì)靈活性及密封麵的密封性能。為此, 設(shè)計製作了搖杆鑽加工夾具。
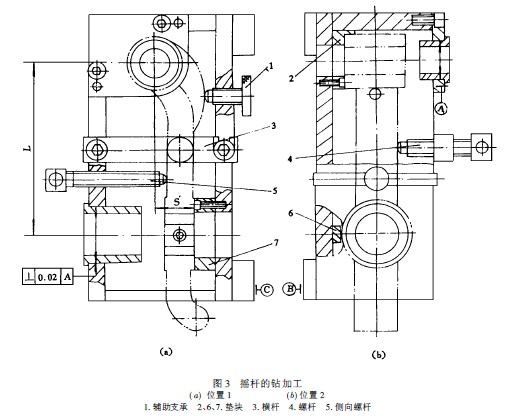
鑽加工前, 對於300mm < DN ≤ 600mm的搖杆鑄件, 需按圖紙加工銷軸孔1 和閥瓣孔2 的兩端麵。對於50mm < DN ≤ 300mm 的精鑄搖杆, 可直接利用本(běn)夾具鑽加工。鑽孔(kǒng)時, 將搖杆放(fàng)入夾具中( 圖3) , 閥瓣孔端麵和上部靠緊墊塊, 將輔助支承調至接觸搖杆, 然後將橫杆旋轉至圖示位置, 壓緊螺杆和側向螺杆, 然後鑽銷軸孔1。將夾具從位置1 翻到位置2, 鑽閥瓣孔2。
尺寸L 及兩孔的垂直度精度由兩鑽套保證。夾具製作時隻要將(jiāng)兩基準底麵B 和C 加工垂直, 然後再加工兩鑽模板就可以保證兩(liǎng)鑽套的垂直度及尺寸L′。尺寸S 由(yóu)銷軸孔鑽套與墊塊(kuài)保證。整個夾具的製作比較方便, 使(shǐ)用後效果較好, 加(jiā)工的(de)零件符合圖紙要求。
如(rú)果您有機床行業、企業相關新(xīn)聞稿件發表,或進行資訊(xùn)合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






馬")

