
刀具破損是指刀(dāo)具的非正常磨損而(ér)造成的損壞。如:打刀、崩刀、鑽(zuàn)頭折斷等。
在金屬切削過程中,當刀具還沒有達到磨鈍標準甚至在刀具尚未產生明顯磨損時,因刀具破損常使切削工作不能正常進(jìn)行。特別是(shì)加工(gōng)高硬度材料或(huò)對脆性較大的材(cái)料進行斷續切削時(shí),這種現象就更多。據有關(guān)資料介紹(shào),硬質合金刀具大(dà)約有50~60%因破損使切削工作不能正常進行,至(zhì)於陶瓷刀具(jù),這個比例數就更高了。
刀具破損,不僅使刀具過早(zǎo)地喪失了(le)切削能力,而且破損的刀具重新刃磨困難(nán),有時甚至不能(néng)修複。
1 刀具破損的形式
刀具破損按(àn)其在切削過程中發(fā)生的時期,可(kě)分為早期破損和後期破損。
刀(dāo)具破損按其破損性質分為(wéi)塑性破損和脆性破損兩大類,下麵就(jiù)介紹(shào)一下這兩類破損的表現形式:
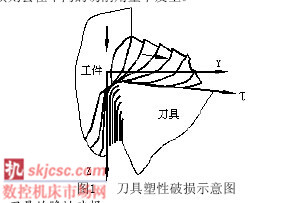
1.1 刀具的塑(sù)性破損
在金屬切削過程中,由於前、後刀麵受到高溫高壓的作用,使其與切屑和加(jiā)工表(biǎo)麵的接觸表層發生較嚴重的塑性變形,當(dāng)這種塑性變形超出了正常磨損(sǔn)範(fàn)圍,而使刀具(jù)喪失了切(qiē)削能力,這就是刀具的塑性破損。
最常見的塑(sù)性破損是卷刃、刀尖塌陷。
刀具的塑性破損與工件材料、刀具材料及切削(xuē)條件(如切(qiē)削用量(liàng)、切(qiē)削溫度等)有關(guān)。由於刀具材料不同和工件材料的(de)不同(tóng),刀(dāo)具塑(sù)性破損則會在不同的切削用量下發(fā)生。
1.2 刀具的脆性破損
當使用(yòng)象硬質的合(hé)金、陶瓷(cí)這樣硬度(dù)高脆性大的刀(dāo)具(jù)材料進行切削加工時,刀具上常出現的(de)崩刀、碎裂、斷裂(liè)、剝落和裂紋而使刀具破損,便是刀具的脆性破損。
2 刀具破損的原因分析
刀具塑性破損的原因,前麵已做了分析,下麵主要介紹脆性破損的原因(yīn)。引起(qǐ)刀(dāo)具脆性破損(sǔn)的主要原因是衝擊、機械疲勞和熱疲勞。早期破損主(zhǔ)要是衝擊應力超過(guò)刀具材料的(de)強(qiáng)度極限造成的;後期破損則(zé)主要(yào)是機(jī)械疲勞和熱(rè)疲勞造成的。具體分析入下:
2.1 斷續切削:刀具脆性破損主要發生在用硬質合金或陶瓷刀具進行斷續切削時,銑削和刨削無疑是(shì)斷續切削,由(yóu)於工件表麵幾(jǐ)何形狀或材料(liào)物理機械性能的不規則和不均勻性(比如:加工餘量不均勻,表(biǎo)麵硬度不均(jun1)勻以及工件(jiàn)表(biǎo)麵上有溝、槽、孔(kǒng)等(děng)),也使其切削帶有斷續(xù)的(de)性質。
2.2 刀具角度對(duì)脆性(xìng)破損(sǔn)的影響:切削(xuē)的時(shí)候、刀具切削部分在切削力的作用下,將產生很大的應力。在多數情況下,前刀麵的一定區域內受拉應力,而在後刀而內受壓(yā)應力.當拉應(yīng)力超過刀具材料的抗拉(lā)強度時(shí),就會使刀具切削部分中最薄弱的地方產(chǎn)生裂紋或斷裂而破損.隨著前角的(de)減小,壓(yā)應力區擴大、而拉應力區則縮小。如果刀具采用負前角(jiǎo),則全部成為壓應(yīng)力區,所以較小的前角或負前角(若後角一定,即楔角加大),能提高刀具的(de)抗破損能力(lì)。
2.3 切削用量對脆性破損的影響(xiǎng):切削用量對(duì)刀具切削部分的應力狀態也有(yǒu)影響,而(ér)其中以切削厚度對應(yīng)力狀態的影響最大.當切削厚度小時,衝擊載荷小,而且應力集中於切削刃附(fù)近,刀屑接觸長度短,主要是壓應力。隨著切削厚度的增加,衝擊載荷加大,刀屑接觸長度變長(zhǎng),使(shǐ)拉應力區和(hé)拉應力值加大(dà)。因切削厚度加大,即進給速(sù)度加大(dà),則單位時間內的衝擊能量增加。從上述分析看出(chū),切削厚度增加,容易使刀具發生脆性破損。
2.4 斷續(xù)切(qiē)削的切入切出條件也影響刀具的脆性(xìng)破損。最典型的實例是端銑的(de)對稱銑(xǐ)與不對稱銑,比如端銑:在端(duān)銑淬硬鋼、不(bú)鏽鋼等硬度大的材料(liào)時,以對(duì)稱(chēng)銑為最好(hǎo)偏距不大的逆銑其次,而順銑最容(róng)易發生刀具早期破損。因為工件材料硬度大,切入時衝擊大。對(duì)稱銑削時具有的最大切削厚度為平(píng)均切(qiē)削厚度(見圖(tú)2中A);對於不對稱逆銑,切(qiē)入時切削厚度小(見圖2中B),減少了(le)衝擊;對於不對稱順銑,切入(rù)時(shí)切削厚(hòu)度大(見圖2中C),衝擊力大,所以容易引起刀具脆性破損。這一點對陶瓷(cí)刀具等高(gāo)脆性材料的刀具更為嚴重。

3 減少或防止刀具破損的措施
3.1 選擇合適的刀具材料
根據工件材料選擇合適的刀具材料,是解決刀具破損的主要措(cuò)施之一。
對於刀具的塑(sù)料破(pò)損:因為發生塑性破損(sǔn)的條件是(shì)刀具的硬度小於切屑的硬度(dù),所以當刀具材料和切屑材料的(de)硬度比越高時,就越不容(róng)易(yì)發生塑性破損。
發(fā)生塑性破損的安全係數(shù)n可用下式(shì)計算:
HVt ——刀具材料的硬度
HVo ——切屑的硬度
因此,近代刀具材料創新的一(yī)個重要方向就是提高(gāo)刀具材料的硬度。如塗層刀具,陶瓷刀具,金剛石刀具(jù)以(yǐ)及立方氧化硼刀具。對於刀具的(de)脆性破損:由於切削刃是受到很大的衝擊和振動而發生脆(cuì)性破損的,所(suǒ)以刀具材料應有足夠的韌(rèn)性,以利於在(zài)衝擊負荷(hé)下可(kě)能較多地吸(xī)收斷裂前的能量,和進行充(chōng)分(fèn)的(de)塑性變形。
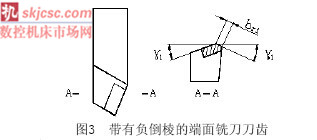
3.2 選擇(zé)合適的刀具角度減小前角或采用負前角,能改善刀具內(nèi)的應力狀態,提高刀具抗破損能(néng)力。例(lì)如端麵銑刀,為了減小衝擊和保證(zhèng)刀齒的鋒利性,常采用(yòng)如圖3所示的帶負倒棱的前(qián)刀麵,倒棱寬度br1的最佳值約為每齒進給(gěi)量的1.5倍。
3.3 選擇合適的切削用量
對耐熱性差的刀具材料,不宜(yí)用高速切削,否則,刀具將會產生塑性破損。對脆性大的刀具材料,如硬質合金等,切削速度(dù)過低,易崩刀;而切削(xuē)速度過高,易熱裂;切削(xuē)截麵過大,刀具容(róng)易(yì)過載,易擠(jǐ)碎,可以從切削深度和進給量兩個方麵控(kòng)製切削截麵。
3.4 對於硬質合金焊接式刀具,要防止驟熱驟(zhòu)冷
a)控製(zhì)加熱溫度和(hé)加熱速度; b)控製冷卻速度(dù); c)注意刀槽形狀;d)根據刀具工作時承受的(de)負荷及切削溫度,合理選擇焊料和焊劑,確保(bǎo)刀片(piàn)與刀杆工作(zuò)時的結合強度。
3.5 刀具刃磨時的注意事項
刀具(jù)刃磨時,對於工(gōng)具(jù)鋼,高速鋼材料的刀具,要防止燒傷或退火,燒傷和退(tuì)火使(shǐ)刀具(jù)硬度降低,容易使刀具產(chǎn)生塑性(xìng)破損;而對於硬質合金等脆性材料的刀具,要防(fáng)止產生裂紋。
要合理選擇(zé)砂輪(包括砂輪(lún)的磨料,粒度,硬度,形狀等),以便刀具能磨出足夠光潔的刀麵和鋒利的(de)刀(dāo)刃。砂輪轉速一般在25-35米/秒,且要轉(zhuǎn)動平穩,若砂輪跳動大,會使刀具(jù)的刃口崩刀,也會使刀片(piàn)產生裂紋。
3.6 中心鑽折斷的原因與預防(fáng)
在車床上鑽中(zhōng)心(xīn)孔時,中心鑽很容易(yì)折斷,折斷的(de)原因有以下幾點:\
a)機(jī)床和工具的原因(yīn);b)操作不當的原因;c)中心鑽本(běn)身的原(yuán)因;d)工件毛坯的原(yuán)因;e)沒有使用充(chōng)分的冷(lěng)卻潤滑液(yè),影響順利排屑。
預(yù)防措施;就是在鑽中心孔之(zhī)前,必須嚴格校正車床尾座;調整鑽夾頭和錐(zhuī)套,調整無效的則要更換,使用(yòng)中心架的要校(xiào)正中心架。
如果改進工裝或工藝,把工件旋轉該為中心鑽旋轉,以中(zhōng)心鑽來定心,這樣對預防中心鑽折斷效果更好。
在金屬(shǔ)切削加工中,由於刀具破(pò)損往往會影響金屬切削加工的正常進行,嚴重時(shí)還(hái)會損壞(huài)機床(chuáng),甚至危害安(ān)全,必須引起重視,並及時(shí)解決,確保切削加工在經濟、安全、可靠的狀態下正常進行(háng)。
如果您有機床行(háng)業、企(qǐ)業相關(guān)新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部(bù), 郵箱:skjcsc@vip.sina.com






州金馬")

