
0 引言(yán)
將X62W 普通銑床(chuáng)改造成數(shù)控銑床, 可(kě)以提高勞動生產率, 減輕(qīng)操作人員的(de)勞動強度, 有利於提高(gāo)設(shè)備的(de)利用率, 擴大機床(chuáng)的使用範圍, 完成普通銑床難以加(jiā)工或者根本不能(néng)加工的複(fù)雜(zá)型麵的零件加工。改(gǎi)造後的簡易數控銑床由底座、工(gōng)作台、床身、回轉台、數控係統及裝置、升降台等主要部(bù)分所組成, 數控化改造的(de)主要任(rèn)務為增設數控(kòng)係統和改造機械部分, 主要進行改造的是機械部分(fèn)。機械(xiè)部分改造主要對滾珠絲(sī)杠的(de)選用進行分析, 使其提高機床的定位的精度和重複定位精(jīng)度, 使之達到定位精度±0.01mm, 重複定位精度達到±0.001mm進給速度達到(dào)1~4000mm/min, 快移(yí)速度達到Vmax=10m/min。
1 滾珠絲杠的結構與原理
滾珠絲杠螺母的(de)結(jié)構有內循環和(hé)外循環兩種方式(shì)。
圖1(a)所示為外循環方式的滾珠絲杠螺(luó)母結構, 由絲杠1、滾珠2、回珠管3 和螺母4 組成。在絲杠1 和螺母4上各加(jiā)工(gōng)有(yǒu)圓弧形螺(luó)旋槽, 將它(tā)們套裝起來便形成了螺旋形滾道, 在滾道內裝滿滾珠2: 當絲(sī)杠相對螺母旋轉時, 絲(sī)杠的旋轉麵(miàn)經滾珠推動螺母軸向移動, 同時滾珠沿螺旋形滾(gǔn)道滾動, 使絲杠和螺母之間的滑動摩擦轉變為滾珠與絲杠、螺母之間的滾動摩擦。螺母螺旋槽的兩端用回珠管3 連接起(qǐ)來, 使滾珠能夠從一端重新回到另一端, 構成一個閉合(hé)的循環回路。
圖1(b)所示為內循環方式的滾珠絲杠螺母結構(gòu)。在
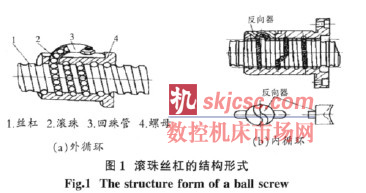
螺(luó)母的側孔中裝有圓(yuán)柱凸(tū)輪(lún)式反向向器, 反向器上銑有S 形回珠槽, 將相鄰兩螺紋滾(gǔn)道聯接起來。滾珠從螺紋滾道進入反向(xiàng)器, 借助反向(xiàng)器迫使滾珠越過絲打牙頂進入相鄰滾道, 實現循環(huán)。
2 滾珠(zhū)絲杠螺母副的設計方案(àn)
在數控(kòng)機床上將回轉運動轉換為(wéi)直線運動, 一般采用滾珠絲杠(gàng)螺母(mǔ)結構。滾珠絲(sī)杠螺母結構的(de)特點是: 傳功效率高, 一般為η=0.92~0.96; 傳動靈敏, 不易產生爬行; 使用壽命長, 小易磨損; 具有可(kě)逆性, 不僅可以將旋轉(zhuǎn)運動轉(zhuǎn)變為直線(xiàn)起動, 也(yě)可將直(zhí)線運動變成旋轉運功; 施加加緊力後, 可消除軸向間隙(xì)。反向時無空行程; 成本高, 價格昂貴(guì); 不能(néng)自鎖, 垂直安裝時需有平衡裝置。
3 滾珠絲杠的選(xuǎn)用
已知參數: 工(gōng)作台重量500kg; 工件最大重量(liàng)1500kg; 機床定(dìng)位精度±0.01mm; 機床重複定位精度±0.001mm; 工作台進給速度(dù)控23.5~1180mm/min; 工作太快移速度Vmax=2300mm/m; X 軸行程680mm; Y 軸行程(chéng)240mm; Z 軸行程300mm; 工(gōng)作台為320×1250mm。
3.1 橫向進給(gěi)絲(sī)杠的選擇
動載荷的計算: 由工作循(xún)環周期(qī)求加速時間ta和加(jiā)工時間tw:



4 結束(shù)語
該銑床數控化改造後投入生產, 應用在某(mǒu)機油(yóu)泵殼體的平麵和也的加(jiā)工以及某液壓(yā)元件(jiàn)廠閥體油槽的銑削加工。使用結果表明, 用改造後的銑床加工零件(jiàn)可提高加工精(jīng)度, 擴大銑床使用範(fàn)圍(wéi), 並使生產效率大大提高, 取得良好的經濟效益。實踐證明, 普通銑床的數控化改(gǎi)造(zào)對中上企業有借鑒和推廣意義。
如果(guǒ)您有機床(chuáng)行業、企業相關新聞(wén)稿(gǎo)件發(fā)表(biǎo),或(huò)進行資訊合作,歡(huān)迎聯係本網編(biān)輯部, 郵箱:skjcsc@vip.sina.com








