
1 引 言
20世紀90年(nián)代以來, 數控加工技術得到迅速的普及和發展, 數控機床在製造業得到(dào)了越來越廣泛的應用(yòng)。帶有自動換刀係統的數控加(jiā)工(gōng)中心在現代先進製造業中起著愈來愈重要的作用, 它能(néng)縮短產品的(de)製造周期, 提(tí)高產品的加工精度, 適合柔性加工[ 1] 。根據(jù)項目(mù)中所要加工泵的孔分(fèn)布特點運用槽輪機構實現換(huàn)刀運動(dòng), 並利用So lidWorks軟件建立刀庫模型, 通過後期的運動仿(fǎng)真模擬換刀過程(chéng)以進行結構優化改進。
2 加工中心係(xì)統(tǒng)分析和技術方(fāng)案(àn)
2. 1 刀庫種類和換刀方式
目前數控機床(chuáng)的加工中心的刀庫種(zhǒng)類和(hé)換刀方式很多, 在多工序數控機床上大多(duō)采用帶有自動換刀機構的(de)刀庫。刀庫(kù)用於(yú)存放刀具(jù), 它是自動換刀裝置中的主要部件之一, 根據刀(dāo)庫存放刀具的數目和(hé)取刀方式不同, 常見刀庫形式有: 直(zhí)線刀庫、圓(yuán)盤刀庫、鏈式刀庫、其他刀庫等。
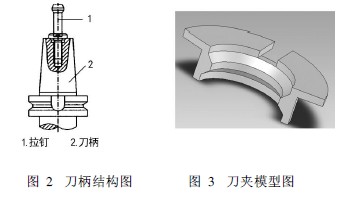
數控機床的自動換刀裝置中, 實現刀庫(kù)與機床主(zhǔ)軸之間傳遞和裝卸刀具的裝置稱為刀(dāo)具交換裝置。根據是否帶有換刀裝置可分為: ¹ 無機械手換刀。其舊刀具的換下和新刀具的取出需順序進行(háng), 因而換刀時間較長; º 機械(xiè)手換刀。采用機械手進行刀具交換的方式(shì)應用得最(zuì)為(wéi)廣泛, 它具有很大靈活性, 可減少(shǎo)換刀時間(jiān)。該(gāi)換刀過程較複雜, 把加工(gōng)過程中需使用的全部刀具分(fèn)別安裝在標準的刀柄上, 按一定的方式放入刀庫, 換刀(dāo)時先在刀(dāo)庫中(zhōng)進(jìn)行選刀(dāo), 並由(yóu)刀具交換裝置從刀庫(kù)和主軸上取出(chū)刀具[ 2, 3] 。
2. 2 無機械手換刀裝置刀庫的設計
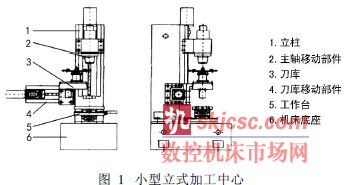
由所要加工(gōng)泵體的結構尺寸分(fèn)析可知(zhī), 利用小(xiǎo)型立式加工中心就可以完成加工。這裏所采用的機(jī)床外型如圖1所示。該機床主軸采用步進伺服(fú)高速電機電主軸, 工作台(tái)為X - Y雙向數控(kòng)工(gōng)作台, 可實現X、Y、Z 三個方向的進給。由於所設計的小型加工中心主要用於中小(xiǎo)批量某(mǒu)類型泵體零件上孔的工藝(yì)加(jiā)工, 刀具數量不多, 不需要頻繁換刀, 因此(cǐ)刀庫宜選擇無機械手換刀方(fāng)式。
無機(jī)械(xiè)手換刀方式中, 刀庫可以是圓盤(pán)形、直線排列式。直線(xiàn)排列式(shì)適用於(yú)刀庫中所裝(zhuāng)刀具數量較多的加工中心; 圓盤形刀庫的結構簡單緊湊, 刀(dāo)庫轉位、換刀(dāo)方便, 易於控製[ 4] 。由(yóu)於該(gāi)加工中心主要用來(lái)加工小型零(líng)件上孔, 隻裝夾鑽削刀具, 故此(cǐ)選(xuǎn)用圓盤式(shì)刀庫。立(lì)式加(jiā)工中心無機(jī)械手換刀方式的圓盤形刀庫的放置有兩種方式: 刀庫置於立柱側麵的橫梁上(shàng)和置於工作台上。這裏選用刀庫置於立柱側麵的橫梁上,其結(jié)構比較簡單, 由於刀庫不位於主軸下方, 在加工過程中不會發生幹涉現象。
2. 2. 1 刀庫(kù)的組成及(jí)主要參數的確定(dìng)
刀庫由(yóu)刀盤部件、軸、軸承、軸承套、箱蓋、槽(cáo)輪(lún)機構、電機、箱體等組成。
( 1) 刀庫容量。該加工中心主要用來加工泵(bèng)體上的孔, 裝夾鑽削刀具(jù)。根據所加工的孔的直徑範圍, 刀具的品種不宜過(guò)多, 這裏采用8把刀。
( 2) 刀(dāo)具最大直徑和長度。根據泵體上加工孔的直徑範圍為10 ~ 25mm, 確(què)定最大工作部分長度150mm。
( 3) 根據所加工孔的係列刀具質量分析, 最(zuì)大質量刀(dāo)具(jù)為1kg。
2. 2. 2 刀盤(pán)部分的設(shè)計
( 1) 刀盤結構設計。刀庫采用輪輻式刀盤結構,在保證刀盤強度的同時又滿足(zú)使用要求。設計過程中以保(bǎo)證各尺寸在換刀(dāo)過(guò)程中不發生幹涉為原則, 確定刀盤直徑為200mm。
( 2) 刀爪結構設計。刀爪的(de)外型結構根據30號刀柄(bǐng)設計, 刀夾如圖3所示。它的V 形槽夾持結構(gòu)能與刀柄很好的(de)吻合[ 5 ] 。
( 3)夾塊的設計。夾塊在刀盤(pán)中起刀爪抓(zhuā)刀時對刀(dāo)具的定位作用, 最後整個刀盤裝配如圖4所示。
2. 2. 3 刀庫轉動定位(wèi)機構的設計
( 1) 刀庫轉動定位機構的選擇。目前盤式刀庫大多采用的是(shì)蝸輪蝸杆傳動傳動, 但其結構較複雜(zá),成本較高(gāo)。而槽輪(lún)機構具有衝擊小(xiǎo), 工作平穩性較高, 機械效率高, 可以在較高(gāo)轉速下工作, 且結構簡單, 易於製(zhì)造等優點。這裏可采用交流伺服電機以克服其定位精度不高的缺點。
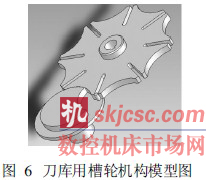
( 2) 槽輪機構的工作原理。槽輪機構能把主動軸的勻速連續運動轉換為從動軸的周期性間歇運動(dòng),常用於各種分度轉位機構中。設計中采用外齧合(hé)槽輪機構, 外齧合槽輪機構的工作原理如圖5所示, 它由槽(cáo)輪、撥銷、主(zhǔ)動曲柄、和鎖止盤組成[ 6] 。

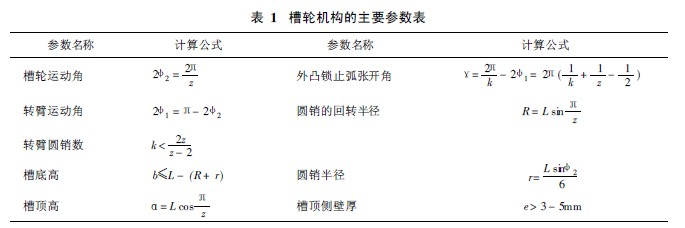
( 3) 槽輪機構的運動參數和幾何尺寸計算。槽輪機構的主要(yào)參數是槽(cáo)數Z, Z 由刀庫容量決定, 設計刀庫容量為8把刀, 則槽數Z = 8。表1中L 為轉臂機構的的中心(xīn)距; r為(wéi)圓銷半徑(jìng); 槽輪運動角2W2 = P/4, 轉臂運動角2W1 = P- P/4=3P/4; 轉臂圓柱銷數k< 2z / ( z - 2) = 16 /6, 這裏取k= 1; 暫取L = 100mm , 則槽頂高A= 100 @ cos ( P/8) = 92. 4mm; 外凸鎖(suǒ)止弧張開角C= 2P- 3P/4= 5P/4; 圓銷的回轉半徑R = 100 @ sin( P/8) = 38. 3mm; 圓(yuán)銷的半(bàn)徑r= 6mm; 槽底高b[ L - (R + r) = 55. 7mm,取b= 50mm; 取槽頂側壁厚e= 5mm。最終(zhōng)根(gēn)據計(jì)算所(suǒ)得數據, 由So lidWo rks建模模型如圖6所示。
2. 2. 4 刀(dāo)庫轉動電機選擇
在選取刀庫槽輪(lún)機構回轉驅動電機時, 要綜合考慮各負載的轉動慣量和由摩擦引起的負載轉動慣量(liàng)。刀庫係統轉動慣量JC及負載的轉動慣量JLC為:
式中: P 為軸傳遞的(de)功率(lǜ); n 為軸的轉速; C 為軸的材料(liào)和受載荷情況確定的係數。這裏軸(zhóu)為低速軸, 取C= 106, 電機功率為550W, 主軸轉速定(dìng)為200r /m in。
![]()
槽對軸的強度的影響, 並將軸(zhóu)徑圓(yuán)整後取d = 20mm。然後按軸上零件的布置方案和位置要求, 設計各段軸頸。軸的長度根(gēn)據刀具的(de)長度確(què)定, 要保證刀盤(pán)上的刀具不會與(yǔ)箱體發生幹涉。最終設計模型如圖7。
2. 2. 6 刀庫其他部件的設計
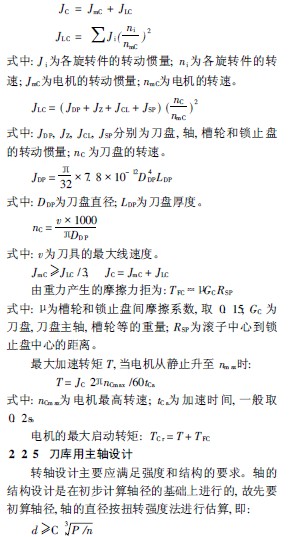
( 1) 軸承的選擇和(hé)安(ān)裝。根據軸承所受工作(zuò)載荷的大小,方向和(hé)性質, 轉速(sù)的高低, 調心性等要求, 選(xuǎn)用圓錐滾子軸承,它能承受較大的徑向載荷和單向的軸向載荷[ 7] 。其采用的安裝方式是背靠背安裝, 通過軸(zhóu)承內圈與軸間實現軸向定(dìng)位, 如圖8所示。
( 2)刀庫(kù)用箱體。上箱(xiāng)蓋連接軸承座, 以(yǐ)支撐刀庫部件。刀盤轉位槽輪機構位於箱體內部, 驅(qū)動電機連接(jiē)在下箱體上。箱體尺寸主要(yào)由(yóu)刀庫槽輪機構尺寸決定, 為了減輕重量、使結構緊湊, 確定箱體(tǐ)尺寸為330 @ 330 @ 68mm。建模模型如圖(tú)9所示。
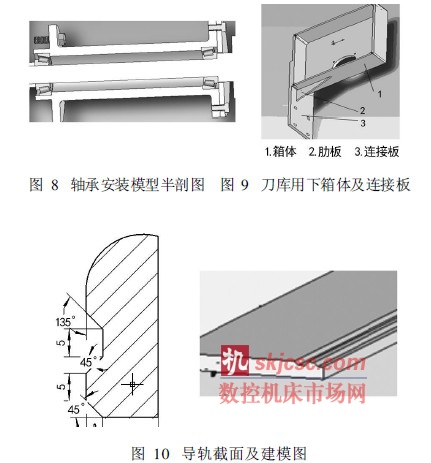
( 3) 刀庫支承橫梁和導軌(guǐ)。采用滑(huá)動(dòng)導軌(guǐ), 導軌截麵為雙凸三角形, 如圖10所示(shì)。材料采用HT300並中(zhōng)頻(pín)淬火, 淬火後的硬度為HRC 50~ 55。

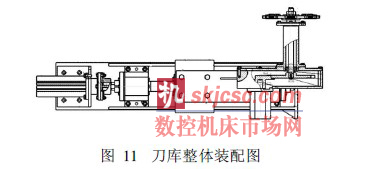
( 5) 刀庫移動(dòng)驅動機構。這裏采用絲杠(gàng)傳動機構, 它具有: 傳動效率精度高、摩擦小、適當預緊、定位精度好、剛度好、運動平穩, 無爬行(háng)現象、磨損小(xiǎo), 使用(yòng)壽命長等優點。無機(jī)械手換(huàn)刀裝置組合安裝如圖11所示, 刀庫在絲杠上可移動的(de)距離為(wéi)420mm。
3 總 結
采用理論分析與軟件建模(mó)仿真相結合的方式對圓盤式刀庫進行設計, 重點闡述了關鍵部件的設計和結構參數計算。依靠So lidW orks三維(wéi)設計軟件進行設計, 有利於機構設計初期方案的篩選和優化, 提高了設計人員的工作效率。
如果您有機床行業、企業相關新聞稿件發表,或進(jìn)行(háng)資訊合作,歡迎聯係本網(wǎng)編(biān)輯部(bù), 郵(yóu)箱:skjcsc@vip.sina.com








