
引言
對鈦合金這種特殊材料零件進行(háng)內螺紋加工是比較困難的。鈦合金是高(gāo)強度耐熱合金, 它的切削(xuē)加工性很差, 而螺孔攻(gōng)絲就更為困難。因此在一個鈦合金零件上進行鑽孔攻絲是(shì)非(fēi)常具有挑(tiāo)戰性(xìng)的。如果在一個接近完工的零件上, 由於絲錐破損(sǔn)產生的刮削作用而導致零(líng)件報廢(fèi), 這會造成很大的浪費。
鈦合金的工藝特點是被加工出的(de)新生表麵有很高的(de)化學活性, 很容易和氧、碳、氮生成一層很深的冷作硬化層; 它又(yòu)很容易和(hé)絲錐(zhuī)表麵結合成牢固的金屬化合物, 使絲錐產生粘接磨(mó)損。攻絲時, 冷卻、潤滑和排屑(xiè)條(tiáo)件比其它切削加工更差一些。因此(cǐ), 要求使用很好的刀具和攻絲技術及工藝。
如果用一般碳鋼絲錐加工, 切(qiē)屑厚度薄, 切削在強度和硬(yìng)度都高的冷作硬化層內(nèi)進行, 有時(shí)絲錐隻攻4~5 個螺孔, 切削刃後麵就被磨鈍或產生崩刃和折(shé)斷。而且切屑和孔壁、絲錐之間(jiān)發(fā)生強烈的摩(mó)擦, 有尖銳的吱叫聲, 加工粗糙度差, 所以鈦合金攻絲是一道(dào)困難的加工工序。
1 刀具
鈦合金攻絲可以采用設計專用絲錐、也可對通用絲錐進行修磨改進或選用合適材料製成的絲(sī)錐。
專用絲錐的設計
專用(yòng)絲(sī)錐通常設計(jì)成錯齒絲錐, 攻絲時, 如圖1所示(shì)。作用(yòng)於內螺紋齒側麵上的法向力N易使工件產生很大(dà)的(de)擠壓變形, 因而摩擦(cā)加大, 會使(shǐ)攻出的(de)工件(jiàn)螺紋表麵(miàn)不光潔且易使(shǐ)絲錐損壞和卡死。為了(le)克服上述的缺點, 如圖1b 所示, 可把(bǎ)刀齒作成交錯排列的錯齒(chǐ)絲錐,將絲錐刃瓣上(shàng)的刀齒每隔一個(gè)去掉一齒, 這樣絲錐(zhuī)與工件之間形成單麵接觸(chù), 摩擦減少, 轉矩下降, 不但可提(tí)高內螺紋的加工質量, 而且可防止絲錐損壞和卡死。
錯齒(chǐ)絲錐(圖1b) 的主要優(yōu)點, 就是將一(yī)般絲錐的奇數切削(xuē)齒去掉(diào), 餘下的偶數切削齒在攻絲時切削厚度就會比未去掉(diào)切削齒的絲錐(zhuī)增加一倍, 並將大於冷作硬化層深度, 絲錐每(měi)個(gè)齒(chǐ)的(de)切削力雖因切削厚(hòu)度增加一倍而(ér)增加, 但(dàn)切削齒減少一半(bàn), 且切削條件有所改善(shàn), 排屑相對比較容易, 所以總切削力和切削扭矩將會下降。

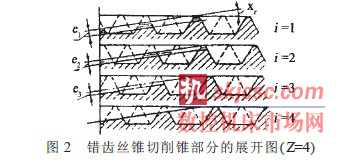
設計錯齒絲錐時(shí)應注意以下幾點: (1) 錯齒絲(sī)錐在各個刃瓣上刀齒所切(qiē)除的切削層厚度均不相同, 因而它們的磨損也不(bú)同。若絲錐的刃瓣數為Z, 從切去刀齒的第一個刃瓣開始, 沿其螺紋上升算起, 其刀齒切下的切削層厚度是其他各個刃瓣刀齒上切下切削層厚度的 (Z- i)倍, 式中i為刃瓣序號, 這將對絲錐使用性能產生不(bú)利影響。為(wéi)了提高絲錐的切削性能, 如圖2所示, 可將絲錐切削(xuē)錐部分(fèn)刀齒上的外徑降低一個數值ei, 其值為:

式中: i———沿螺紋線從(cóng)切去刀齒的第一個刃瓣開始的絲錐刃瓣序號; Z———絲(sī)錐刃瓣數; P———螺距; Kr———絲錐切削錐部分的偏角; aZ———絲(sī)錐頂刃刀齒切除(chú)的切削(xuē)層厚度。
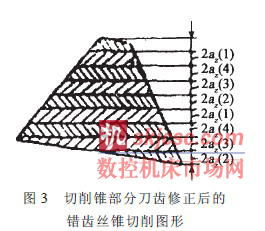
若絲錐的刃瓣(bàn)數Z=4, 根據上麵公式計算可知: 第三個刃瓣刀齒上減小量為e3=aZ, 第二個刃瓣上刀齒的減小量e2=2aZ, 而(ér)在第一個刃瓣上刀(dāo)齒(chǐ)的減(jiǎn)小量則為e1=3aZ。這樣, 就能使(shǐ)各個刃瓣(bàn)上刀齒所(suǒ)切除(chú)的切削層厚度都修正為2aZ (見圖3), 從而減少了各個刃瓣上切削力的差值, 故可提(tí)高被切(qiē)螺紋的精度和絲錐的耐用度。
(2) 錯齒絲錐的齒(chǐ)槽數應(yīng)為奇數, 如為偶數, 則會發生去掉的齒刃將在同一(yī)側出現(xiàn)的情況。如按其它排列方式去齒刃, 又會出現切削齒切(qiē)削厚度增加一(yī)倍以上的情況, 使齒刃(rèn)受力過大。(3) 攻盲孔用(yòng)的絲錐(zhuī), 切削部分應較(jiào)短, 這時每齒的切(qiē)削厚度已(yǐ)足夠大, 隻需在校準部分製成錯齒, 這樣既可減少加工麵上(shàng)因塑性變形回彈麵產生的摩擦力, 又可校正(zhèng)螺紋型麵。錯(cuò)齒絲錐適用於鈦合金等材料上攻絲, 它不僅可使攻絲過(guò)程(chéng)進行得更為(wéi)平穩, 提高被切螺紋的精度, 而且能使絲錐的耐用度提(tí)高一(yī)倍左右。此外, 螺旋槽絲錐(zhuī)對切削力、切削扭矩的均勻分布有較大(dà)改善, 但因設計和製(zhì)造較複雜,一般不采用。
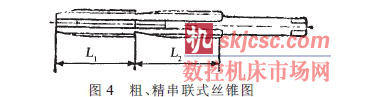
絲錐應有較大的齒形鏟(chǎn)背量和倒錐(zhuī)度以(yǐ)防卡死絲錐螺紋中徑應大於一般設(shè)計時選用的中徑(jìng), 要接近公差上限, 以增加使用壽命。對(duì)於(yú)螺距大於1.5mm 以上(shàng)的絲錐, 其校準部分的螺紋中徑和內徑要(yào)有倒錐度, 一般為100 ∶0.1, 以減少(shǎo)摩擦力和扭(niǔ)矩。絲錐切削刃後麵的(de)型麵須經過鏟背。齒槽應經過拋光。絲錐(zhuī)的前(qián)錐端長度為直徑的1.5 倍。盲孔(kǒng)螺紋的絲錐(zhuī)應為二錐或三錐一套的絲錐二錐一套(tào)的(de)負荷分配: 頭錐75%; 二錐25%。三錐一套的負荷分配: 頭錐(zhuī)50%; 二錐35%; 三錐15%。攻通孔螺紋(wén)的絲錐可設計成串(chuàn)聯(lián)式(圖4), 粗錐中徑較(jiào)小,起(qǐ)粗加工作用, 精錐起精加工作用並校準螺紋紋型麵。 (1) 絲錐材料選用高鉬係高速鋼材料, 如W2Mo9Cr4V2鋼。(2) 為防止切削時產生的高化學活性的新(xīn)生(shēng)表麵和絲錐粘合, 使絲錐(zhuī)表麵形成一層堅固的耐磨膜(mó), 應對絲錐表麵進行(háng)氰化(或氮化)處理(lǐ)。
1.4 通用絲錐的(de)修磨
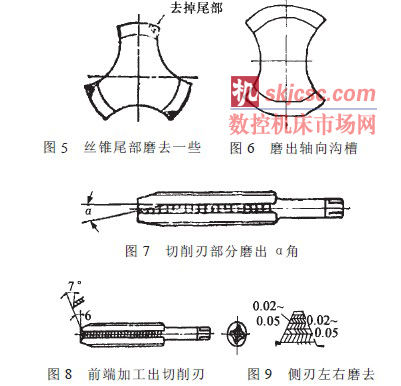
采用以下方法, 既可在加工中便於(yú)排屑(xiè)又(yòu)可減少刀具的摩擦發熱(rè)。(1) 將絲錐尾部磨掉一些(圖5)。(2) 在絲錐刃齒上磨出軸向的槽溝(圖6)。(3) 如攻通孔螺紋,則可將絲錐前(qián)端切削部分磨出α角, 使切屑向待加工麵(miàn)方向排出(圖7)。(4) 將絲錐前端麵處加(jiā)工出(chū)切削刃,像端銑刀(dāo)齒底(dǐ)一樣, 這(zhè)樣可防(fáng)止(zhǐ)切屑在孔(kǒng)的底端頂住絲錐(圖8)。(5) 齒槽為偶(ǒu)數(shù)的絲錐, 製造和檢查都比較方便(biàn)。這時可將切削齒的(de)側刃一左一右(yòu)的磨去0.02~0.05 mm(圖9), 側麵有了間隙, 就可減少絲錐承受的擠壓力和降低表麵粗糙度。
2 選用合適材(cái)料製作絲錐
在(zài)鈦合金這種難加工(gōng)材料上攻絲, 是一件既費工又費錢的事。在難加工材料上攻絲的主(zhǔ)要困難, 是由於(yú)切削(xuē)時產(chǎn)生的熱量和工(gōng)件材料的收縮包住了刀具。鈦合金在這方(fāng)麵表現得最為明顯。
因此在這種材料上攻絲時, 絲錐基體的強度很重要。由於工件(jiàn)的硬度和強度高(gāo), 常使絲錐牙頂(dǐng)很快磨鈍。這種(zhǒng)情況下, 推薦采用高性能高速鋼絲錐, 它們具有較高的韌性、紅硬(yìng)性以及抗變形和抗磨損性(xìng)能。
采(cǎi)用高速鋼絲錐攻絲和硬質合金絲錐對螺孔進行手工校正, 在國外使用較多。首先用(yòng)硬質合金刀具鑽孔, 由於工件材料太硬, 而硬質合金絲錐對加工條件的寬容度較小, 所以不(bú)宜采用硬質合金絲錐對鈦(tài)合金進行直(zhí)接(jiē)攻絲。在(zài)使用高(gāo)速鋼絲錐攻絲之後, 用硬質合金絲錐對螺孔進行手工校正。隨著新型刀具材料的不斷產生, 采用合適材料(liào)的絲錐加工鈦合金內螺(luó)紋(wén)會取得良好的效果。需要考慮的是(shì)成本(běn)問題, 一般新型材料的刀具成本較高。
3 工藝
鈦合金的切削(xuē)加工特點: 切屑變形小、切屑(xiè)溫度高、切削力不大、加工硬化嚴重、刀具易磨損。在切削時若溫度過高, 鈦吸收大氣中的氧、氮而(ér)形成硬而脆(cuì)的外皮, 產生嚴重加工硬化現象。因此切削(xuē)鈦時應選用較低的切削速度(dù)、較大的切削深度(dù)和進給量, 並應進行良好的冷卻。絲錐(zhuī)中有限切屑溝和鈦合金的(de)嚴重粘著作用會導致螺紋(wén)加工情(qíng)況惡化, 同時易導致絲錐斷裂(liè)。因而在設計絲孔時應避免盲孔和過長的(de)通孔, 同時應(yīng)放鬆配(pèi)合等公差級。
3.1 增大攻絲前孔的直(zhí)徑
合適的螺紋底孔對於螺紋加(jiā)工是十分重要的。一個尺寸稍大的(de)螺紋(wén)底孔能有效降(jiàng)低攻絲過程中產生的切削熱和切削力。但它也會減小(xiǎo)螺紋的接觸率。(1)由(yóu)於鈦合(hé)金材料強(qiáng)度高, 用鑽頭(tóu)鑽底孔時, 其孔徑(jìng)和鑽頭直徑幾乎相等。因此, 鑽頭直徑要選用比一般鑽孔時大(dà)0.05~0.1 mm, 使底孔的直徑接近於螺紋內徑的上限。螺紋底孔的直徑(jìng)增量主要取決於所要求的螺紋接(jiē)觸率和每英寸的螺紋頭數。根據上述兩值, 利(lì)用經驗公式可計算出正確的螺紋底孔直徑。(2)從工藝加工角度, 要求零件設計圖(tú)中的螺紋內徑能夠適當加大, 使(shǐ)螺紋工作(zuò)牙高減小(xiǎo)到理論牙(yá)高的60%~70%。這樣, 一般並不(bú)影響螺紋連接強度和使用(yòng), 但卻可減少(shǎo)加工時切(qiē)削扭矩的1/4以上。加工深孔(kǒng)螺紋時, 底孔要更大。國家標準規定: 在深孔中, 允(yǔn)許在(zài)孔壁上隻攻出螺紋全高的50%, 這對特殊材料和難加工材料的小孔攻絲時尤其重要。雖然孔壁上螺紋高度的減少導致螺(luó)紋接觸率下降, 但由於螺紋長度的增加, 仍(réng)可保持螺紋可(kě)靠的連接。(3)采用機攻(gōng)時的工藝措施以防(fáng)止過載絲錐折斷:加工重要零件上(shàng)的螺孔時, 應設計專用防(fáng)過載的攻絲(sī)夾頭防止絲錐折斷, 否則很難從鈦(tài)合金工件中取(qǔ)出。
3.2 控製切削速度
由於(yú)鈦合金具有較大的彈性和變形率, 因此需要采取相對較小的切削速度。在加工鈦合金零件的小孔時, 推薦采(cǎi)用的圓周切削速度為200~300 mm /min。我們(men)不推薦采用更小的速度, 因為那(nà)樣會導致工件的冷作硬化。另(lìng)外, 也(yě)需注意(yì)刀具破損而導致切削(xuē)過熱(rè)。
3.3 使(shǐ)用專用夾頭
機攻絲錐須有(yǒu)專用夾頭, 對盲孔螺紋的機攻需(xū)先攻至距孔底(dǐ)2~3 扣處再用手攻。設計鈦合金零件上的內(nèi)螺紋時, 螺紋尾扣長度不應少(shǎo)於4扣, 要比(bǐ)一般標準尾扣長些。如(rú)有可能, 則最好將尾扣設計成退刀槽形式, 使絲(sī)錐(zhuī)攻到底時切屑容易排出又不會造成崩刃。
3.4 考慮刀(dāo)具的幾何尺寸
(1)前角和後角。小前(qián)角可提高切削刃強度, 從而增加刀具壽命; 而(ér)大前角有利於(yú)切削長切屑的金屬。因此在對鈦合金加工時, 需綜合考慮這兩個方麵的因素, 選用合適的前角。大後角可以減小刀具(jù)和切(qiē)屑之間的(de)摩擦。因此有時要求絲錐後角為40°。在加工鈦合金金屬時, 在絲(sī)錐上磨出大後角, 有利於(yú)排屑。另外, 全磨製(zhì)絲錐和刃背鏟磨的絲錐也(yě)有利於(yú)攻絲。(2)容屑槽。在深孔攻絲時, 需減少絲錐槽數, 使每(měi)個槽的容屑空間增大(dà)。這樣, 當絲錐退刀(dāo)時, 可以帶走(zǒu)更多的鐵屑, 減小由於鐵屑堵塞而造成刀具破損的機會。但另一方麵, 絲錐容屑槽的加大使得芯部直徑(jìng)減小, 絲錐強度受到影響, 也影響切削速度(dù)。螺旋槽(cáo)絲錐比直槽絲錐更易排屑。
3.5 冷卻(què)液的選擇和使用
冷卻液應選用(yòng)高活性的以潤滑為主的混合液, 冷卻絲錐, 防止絲錐和切屑的粘接。因此我們選用了工業(yè)豆油和煤油的混合液, 用15%油酸(suān)、60%硫化油和25%煤油的混合液, 用加氯的硫化冷卻液或(huò)F43切削油, 都取得了較好的效果。
加工鈦合金時, 必須保證切削液到達切削刃。為改進(jìn)冷卻液的流量, 推薦(jiàn)在絲錐的刃背上開冷卻(què)槽。如果直徑足夠大的話, 可(kě)考慮采用內冷卻絲錐, 也(yě)可在絲錐上開多個油槽。為了幫助冷卻液輸送, 國外(wài)還經常采用(yòng)特殊的潤滑塗層。
如果您有機床行業(yè)、企業相(xiàng)關新聞稿件發表,或進(jìn)行資(zī)訊合(hé)作,歡迎(yíng)聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








