
這(zhè)裏的高精度零件是指利用普通設備、運用傳(chuán)統工藝手段無(wú)法進行切削加工、無法保證設計要求(qiú)的零(líng)件。
圖1 是我公司試製生產的國內首例20 0k w 活齒(chǐ)減速(sù)器中的核心零件活齒盤。
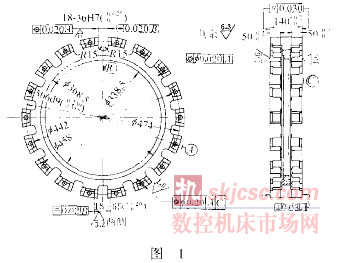
由圖1 我們可以看出, 零件銑削前加(jiā)工工序並不複雜, 隻(zhī)需(xū)要精度較(jiào)高的臥式車床就可完成, 難點在於:①槽18 -6 5 0.02m m 表麵粗糙度R aL3 . 2μm和對基準麵B 0. 02mm 的對稱度(dù)。②槽18 -36 H 7 , 表麵粗糙度Ru1 . 6 μm 和對(duì)基準麵A 、B0. 0 20 mm 的位置度和對稱度。③ 孔18 -φ17 H 6 , R a1. 6μ m 的表麵粗糙度和對(duì)基準麵A 、C0 . 20mm的位置度④加工中(zhōng)的應(yīng)力釋放及56 一62 H R C 的(de)表麵氮化處(chù)理。
為了達到以上要求必須做到:① 正確製定銑削(xuē)前的(de)加工和熱處理(lǐ)工序以減少零件(jiàn)的內應力(lì)及保證熱處理調(diào)質硬度。② 選用能夠達到加工要求的設備。③製定合理的加工工藝及必需的工胎夾具。④加工後的熱處理保證手段(duàn)。
1 .銑削前工藝方案設計
為了保證零(líng)件的調(diào)質(zhì)處理(lǐ)要求和減少內應力,使其在後序處於良好的加上(shàng)狀態, 根據以往的加工經驗結合具體的設計要求(qiú), 經過研究製定以下工藝(yì)方案: 鍛造毛坯→正火→粗車→調質處(chù)理240 -26 O H B →半精車→ 消除熱(rè)處理應力→ 精車→銑削。
2 .選用(yòng)滿足加工要(yào)求(qiú)的設備
分析上述的加工難點, 較小的尺寸公(gōng)差、較低的表麵粗糙度值和(hé)要求嚴格的形位公差, 加之較大的零件直(zhí)徑在普通機床上根本(běn)無法保證根據我公司設備狀況和工(gōng)藝要求, 選擇了 日本三(sān)菱公司製造的M -H T l l/ 125 0 臥式(shì)加工中心。
3 .加工工藝及工胎夾具設計( 銑削工序(xù))
製訂工(gōng)藝,要(yào)求在現有的設備、人員及生產條件下製訂出最合理的加(jiā)工過程, 使(shǐ)各工序具備易操作性, 進(jìn)而(ér)保證加工質量和生產工(gōng)期針對圖l 零件我們製訂出車削(xuē)以後的加工工藝如下:
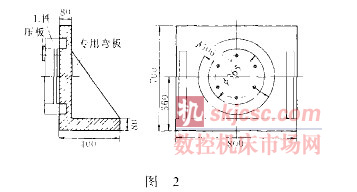
( 1) 活齒盤屬於大型盤類零件, 若水(shuǐ)平裝夾在臥式加工中心上作台上, 當工作台旋轉45 。時機床主軸就要(yào)伸出較長, 這時主軸剛性降低, 會出現讓刀現象, 切削性能明顯下降即使勉強加工出(chū)槽18 -36 H 7 、18 -6 5 ±0.20 mm及孔18 –φ17 H 6 還必須通過其他手段來完(wán)成, 且形位(wèi)公差不易保證我們采取將零件立放裝夾在專用彎板上( 如(rú)圖2 ) ,以(yǐ)端麵和外徑定位,內部六處螺栓壓板壓緊, 千分表找正外徑和端(duān)而, 允差0 . 0 0 5 mm
(2) 數控編程、差補加工, 利用4 刃粗銑(xǐ)立銑(xǐ)刀對稱銑(xǐ)削槽18 -6 5盯0 , 11 m , 留(liú)單麵餘量1m m ,換6 刃半精銑刀加工, 留單麵餘量0. ,15mm ,利(lì)用山特維克6 刃(rèn)整體硬質合金立銑刀進行精(jīng)加工, 為了保證後道工(gōng)序的需要.我們將(jiāng)18 - 65 0.20mm 中對稱的兩槽加工至18 -6 5 0.025mm。
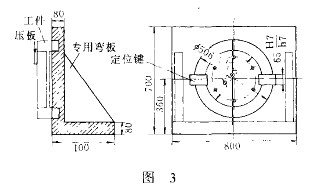
(3) 專用彎板銑槽(cáo)鑲鍵( 圖3) , 零件翻麵以已加工槽65 0.025 mm、端麵及外徑定位找正(zhèng), 利(lì)用 (2) 的加工方(fāng)法將反麵18 -6 5 0.2 0mm 銑出(chū)換刀(dāo)對稱加工, 運用數控程(chéng)序對槽18 -36 H 7 分粗銑、半精銑、精銑進行加工, 雙麵精銑餘量0 . 1mm 。
(4) 18 –φ 17 H 6 孔公差小, 粗糙度和形位公差要求嚴格, 並且孔(kǒng)小而深(shēn)(深140 m m ) , 用勢φ3 m m 中(zhōng)心鑽(zuàn)打(dǎ)18 –φ 17 H 6 定位底孔, 分別用勢φ8mm 、φ15mm、勢φ16.8mm 鑽頭對稱通鑽各孔,用φ17 m m 加長機用鉸刀精鉸各孔。
(5) 由圖1 可知, 零件銑削加(jiā)工前後去除材料(liào)較多, 幾乎成(chéng)為薄壁零件, 為了減少加工過程中(zhōng)零件的變形和切削應力, 在進行上 述各加工工序中必(bì)須使用高質量的切削(xuē)液, 並且在精加工工序前將螺栓(shuān)適當鬆動後再夾緊以釋放切削應力。
(6) 清理(lǐ)後進行綜合檢查各尺(chǐ)寸公差、表麵粗糙度及形位公差, 滿足設(shè)計要求後(hòu)轉人熱處理工序。
4. 熱處理工藝保證(zhèng)
熱處理是機械製造行業中的關鍵工序之一, 對(duì)提高零件的性能、挖掘材料的潛力、延長零件的壽命起(qǐ)著重要(yào)作用。為了減小零件的變形, 達到設計(jì)要求, 我們利用輝光離(lí)子(zǐ)氮化爐對零件18 ~36 H 7處進行0 , 3 ~0 . 4 m m 滲(shèn)氮處理, 滲氮10h , 保證5 6~6 2 H R C , 其他部位塗(tú)防滲劑加以保(bǎo)護。
總之, 對於精度較高的零件, 工藝是極其關鍵之所在, 運用好的工藝方法不但能保證(zhèng)精(jīng)度, 提高(gāo)效率, 而巨能降低成本。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








