
1引言
目(mù)前,鋁合金材料機械加工過程中最常用的方法有(yǒu)軋製、擠壓、鍛壓三種。由於在每一種加工方法中使用的設備和工藝(yì)均不同,因此,其安全技術、事故發生的原因和防範措施都各有不同(tóng)。
2 軋製安全
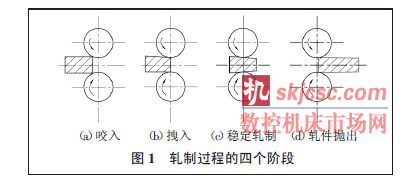
生產鋁和鋁合金板、帶、箔(bó)的(de)主要加(jiā)工方法就是軋製。它是借助旋轉軋輥的摩擦力(lì)將軋件拖入軋輥(gǔn)間,同時依靠(kào)軋輥施加的壓力使軋件在(zài)軋輥間發生壓縮變形的一種壓力加工的方法。軋製過程的四個階段如圖1 所示。
2.1 危險機理
全(quán)油潤滑軋製(zhì)時(shí),由於使用了大(dà)量用於降溫潤滑的軋製油、作動力用的高壓油等易燃物質,容易發生火災爆炸(zhà)事故(gù)。在板(bǎn)帶的軋製過程中,常(cháng)常由於(yú)油壓、張力、卷曲力(lì)和軋製力等參(cān)數發生波動導致斷帶,極易發生靜電積累和打火現象,從而增加了全油潤滑軋機的火災爆炸危險性。同時,軋(zhá)機的附(fù)屬油庫(kù)也是典型的危險源,其存放大(dà)量的軋製油,當油庫內通風不好、油氣濃度大,遇電火、明火或機(jī)械(xiè)故障導致設(shè)備高溫時(shí),往往會(huì)引起火(huǒ)災及爆炸事故(gù)。此外,作業人員稍有疏忽或操作不當,就易發生手或其(qí)它接近軋(zhá)輥的部位沿軋輥(gǔn)旋轉方向卷進軋輥的危險,造成人員重傷或死亡等惡性事故。
2.2 主要(yào)安全防範措施
(1)軋製(zhì)工藝油要每年更換一次。(2)軋製工藝油不能超過(guò)安全使用溫度,軋機工藝油係統要(yào)有溫度控(kòng)製裝置,當油(yóu)溫超過軋機規定(dìng)的最高溫(根(gēn)據軋機不同,一(yī)般為(wéi)45℃~80℃)時,控製係統能夠發出警報。(3)軋(zhá)機要設有完好、有效的排風係統(tǒng),以防油霧或油氣積聚引發(fā)爆炸。(4)軋機係統要有良好(hǎo)的電氣接地和靜電導出係統。(5)軋機電(diàn)氣線路要全部采用穿管的方式,盡量減少接頭,要有專(zhuān)人負責對軋機(jī)電氣係統進(jìn)行檢查。(6)清理或修理軋製工藝油儲存或輸送係統及其相(xiàng)關設備時(shí),要用有色金(jīn)屬工具(jù),嚴禁使用黑(hēi)色金屬工具。(7)對油庫及其輸送係統要定期清理,對油泵電機等相關設備要定期(qī)維護檢修。(8)整個軋機係統要配備良(liáng)好的滅火係統,並(bìng)按照定期(qī)檢修維護製度進行檢修,以確保係統(tǒng)靈敏好用。(9)軋機(jī)及其地下油庫要製定完善的防火檢查、崗位值(zhí)班和安全責(zé)任製度。(10)禁止在軋機運轉狀態下進(jìn)行清理、清掃、檢修、維護,清輥必須在(zài)停機(jī)或“反轉”狀態下進行。(11)軋機本體應有緊急停車裝置,且該裝置能夠使處於危(wēi)險作業的人員在傷害發生前的(de)瞬間進行操作自(zì)救(jiù)。(12)軋機的進(jìn)料部位應設置安全防護擋板,使物料恰好(hǎo)通過,而作業人員的(de)手等即使接觸該部位也(yě)不能(néng)被(bèi)卷入。
3 擠壓(yā)安全
生產鋁和鋁合金管、棒、型材料的主要加工方法就是擠(jǐ)壓,被擠(jǐ)壓(yā)金(jīn)屬在變形區能獲得比軋製、鍛造更為強烈和均勻的(de)三向壓縮(suō)應(yīng)力狀態,可充分發揮被加工金屬本身的塑性,因此,采用擠壓加工(gōng)技術有很大的優越性和可靠性。擠壓生產是對盛在容器(擠壓筒)內的(de)金屬錠坯施加外力,使之從特(tè)定的模孔(kǒng)中流出,從(cóng)而獲得所(suǒ)需斷麵形狀(zhuàng)和尺寸的(de)一種塑性加工方法。
3.1 危險機理
擠壓(yā)生產過程中是一種高溫作業,其動力工質在生產過(guò)程中處(chù)於高壓狀態,若設備出現故障或操作人員違章作業,極易造成人員燙傷、物體打擊或設備損壞事故。另外,擠壓機在“悶車(chē)”時,容易發生(shēng)模具損壞崩出傷人和(hé)擠壓(yā)軸折斷事故。
3.2 主要安全防範措施
(1)擠壓機開動前首先要確認回水(shuǐ)閥門已經打開(kāi),否則不能開動設備(bèi)。(2)開動擠壓機時,一定要(yào)先開低壓閥門(mén)後開高壓閥門,停車時順序則相反。(3)對擠壓出的製品應製作專用工具進行承接和控製(zhì),以防其顫動打傷(shāng)或燙傷操作人員。(4)擠壓機開動時,操作人員嚴禁進到壓擠筒和水壓機活(huó)動橫梁間的部位,更不準在開動工作台時將頭部伸向(xiàng)前(qián)機架或壓型嘴處探視製品,以免(miǎn)發(fā)生危險。(5)當“悶車(chē)”或擠壓(yā)時,操作人員不得俯身往導路口內窺看,以免模子壓碎(suì)或製品崩出傷人,不準在(zài)製品壓出後俯視(shì)製品,以免(miǎn)製品突然翹起傷人。(6)發生“悶車”後,要及時(shí)停車進行處理,不可蠻幹,以防事故發生。(7)換水壓機擠壓(yā)筒、擠壓軸和其它主要工(gōng)具(jù)前,必須把低(dī)壓(yā)罐中(zhōng)的壓縮空氣放掉。(8)在對剛擠壓出(chū)的製品進(jìn)行質量檢查時,防護用品要佩帶齊全(quán),並按章作業。(9)壓擠(jǐ)殘料要及時裝入廢料箱內,不得隨地堆放,以免燙傷(shāng)人。(10)停機前(qián)一定要把低(dī)壓罐內壓縮空氣全部(bù)放出。
4 鍛壓安全
鍛壓是對塑性材料施加衝擊力或靜壓力,使其在固態範圍內分子發生(shēng)流動,從而獲得具有一定(dìng)形狀、尺寸、內部組織和良好機械性能製(zhì)件的(de)壓力加工方法。鍛(duàn)壓可分自由鍛壓、胎模鍛壓和模型鍛壓三種。盡管鍛壓方法還比較落後,機(jī)械化和自動化程度(dù)不高,手工操作比較(jiào)多,勞動強度(dù)比較大,但由於其具有其他方(fāng)法無法替代的優點,目前在我國的(de)鋁加工生產中仍普遍采用鍛壓方法。
4.1 危險機理
(1)熾熱的鍛坯、鍛件和加(jiā)熱爐的(de)熱輻射容易灼傷工人,並使車間溫度升高。特別是在炎熱的(de)夏季,操作者容易因出汗過多而造(zào)成(chéng)虛脫(tuō)和中暑。(2)鍛壓時由於鍛(duàn)錘與工件接觸應力大,所(suǒ)以在鍛壓時車間的振動很大、噪聲也大,工人經常在高分貝的(de)噪聲中工作,容易引起疲勞和耳(ěr)聾。(3)鍛壓過程中(zhōng)可能發生模具(jù)的突(tū)然破裂和工件、工具、料頭飛(fēi)出,造成人身擊傷和燒傷(shāng)等事(shì)故。(4)勞動強度大,體力勞動多,容易使工(gōng)人疲勞。(5)鍛(duàn)件形狀常常有圓形、棒形等難堆放的形狀,如果堆放(fàng)過高,管理不當,容易發生鍛件滾落,造成人員傷害。(6)老式的鍛壓機大多以水(shuǐ)壓作為動力,高壓水的壓力一般都在30MPa 左右,如果密封不嚴或其它(tā)故障導致高壓水(shuǐ)泄漏,會造成人身傷害(hài)或設備損壞事故。(7)為了防止鍛件與鍛坯粘連,保證鍛件(jiàn)表麵質量,鍛壓過程中往往要在模具上塗上一層含有石墨的潤滑油。在(zài)高溫(wēn)下,潤滑油燃燒產生(shēng)大量的煙(yān)氣,對操作者的(de)呼吸係統會造成嚴重的影響。
4.2 主要安全防(fáng)範措施
(1)現場各通道應保持(chí)暢通無阻,毛坯、鍛(duàn)件、工具都應放在指(zhǐ)定地方。(2)嚴禁操(cāo)作人員直接用手清除砧上的氧化鐵皮或觸摸鍛件,以防刮傷和燙傷。(3)搬運鍛件要遵守操作規程,控製單人搬運的重量,以防由於操作不當或配合不默契而造成扭(niǔ)傷和砸傷事故(gù)的發生。(4)潤滑衝模及毛料時,必(bì)須使用長把油刷,油刷把的長度不得小於0.5m,臉部要盡量遠離模子和毛料。(5)工作中不許任何人到活動橫梁下部探視衝模及(jí)半成品,需要檢(jiǎn)查時必須將(jiāng)工作台移出(chū)。(6)用起吊棒起吊模具時,一定要(yào)將起吊棒插(chā)到位,並在吊運過程中不能(néng)離地麵太高。(7)進行鍛壓操作時,操作人員要站到安全(quán)位置,以防熱潤滑(huá)油或鍛件飛出傷人。(8)工作結束後要將操作手柄歸(guī)到零位。
4.3 高壓水泵站的危險及(jí)其預防
高(gāo)壓水泵站是為水壓機提供動力的場所,水壓往往在30MPa 以上,如果安全閥、壓(yā)力表、水位控製裝置(zhì)等失靈或水壓機、壓力罐、壓力管道等出現(xiàn)故障,就會發生爆炸、零部件變形或高壓水高速射(shè)出傷人等事故。應(yīng)采取以下安全(quán)防(fáng)範措施:
(1)要設有防止係統超壓的自動控製裝置和報警裝置,並確(què)保其靈敏好用。(2)要設有高、低水(shuǐ)位控製裝置,以防空(kōng)氣(qì)跑入高壓水管道和超壓等事故的發生。(3)對水位控製係統及超壓報警裝置,要製(zhì)定專(zhuān)門的檢查測試和維護保養(yǎng)製度(dù)。(4)對(duì)高壓管道,特別(bié)是(shì)連接(jiē)部位及應力集中部位,要(yào)經常檢查有無變形或其它異常現象發生。(5)檢修高壓係統時,對更換的零部件(jiàn)必(bì)須先確認材質,確認質量合格(gé)後,方可進行更換。
如果您有機床行業、企業(yè)相關新聞稿件發表,或進行資訊合作,歡迎聯係本網(wǎng)編輯部, 郵箱:skjcsc@vip.sina.com








