
近年來,我公司先後研(yán)發了CRH380BL 型、時速160~250 km 型動車組以及地鐵、100%低地板(bǎn)等多種動車組及城軌車項目。車體為6005A 鋁合金大型薄壁中空結構型材,單件加工後再組焊成大部件。型(xíng)材加工(gōng)件種類(lèi)眾多,批量小(xiǎo),為此,公司先後購買了6 台中大型五軸龍門加工中心(xīn),工作台長度6~10 m。針對這(zhè)些小批量加工件的生產特點(diǎn),為了提高加工效率,本(běn)文(wén)運用基(jī)於事例的推(tuī)理方法[1],通過對型材件工藝裝(zhuāng)夾相似性的分析(xī), 設計了一種(zhǒng)能適用於多種型材斷麵的通用工裝,滿足了多車型、小批量加工工藝要求。
1 加工件工藝分析及問題(tí)的提出
軌道車輛的底架、車頂、側牆(qiáng)、端牆等大部件均(jun1)由長度不等的型材單件加工後組焊而成, 其中多(duō)種型材(cái)件加工過程(chéng)采用一次(cì)裝夾,一次加工完成,此種類似的型材加工件具有相似的裝夾特性, 有一麵或多麵為平麵結構,便於工裝結構的通用化設計。型材加工件是一次裝夾完成, 加工過程需用(yòng)鋸片鋸切兩端(直徑為500 mm 鋸片),工裝結構設計時需保證工件(jiàn)距工作台有一定距離, 以滿(mǎn)足(zú)機床主軸旋轉後鋸片的安全旋轉及鋸切空間。
通常(cháng)鋁合金型材加工工裝采用機械組合的方式[2],但(dàn)對於種類眾(zhòng)多的型材加工(gōng)件,其還存在一定不足,主要表現在工(gōng)裝(zhuāng)基礎結構均是根(gēn)據型材加工(gōng)工藝特點進行布局設計的(de),因此難以進行適應性調(diào)整(zhěng),有待進一步優化改進。為(wéi)減少工裝成本以及工裝占用設備胎位,擬設計一套通用性更強的工裝, 以滿足多種鋁合金型(xíng)材加工(gōng)件的加工工藝要求。
2 工(gōng)裝的基本結構設計及夾具(jù)選型
通過對夾具結構特(tè)征和功能分析以及大量相(xiàng)似的結構件特征,對工裝結構進行了模塊化、標準化(huà)、柔性化設計[4]。充分利用機床工作台的標準(zhǔn)T 型槽結構,鑒於鋁合(hé)金特殊的工藝(yì)裝夾要求(工件不能直接(jiē)與鐵質材料接觸),因此工裝支撐部位(wèi)通常采用鋁(lǚ)合金材質或聚四氟乙烯材質。
2.1 工裝的基本結構設計
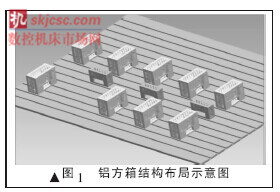
基礎工(gōng)裝(定義為鋁方箱)選用足夠(gòu)剛度(dù)和表麵硬度的(de)鋁合金材質, 采用箱體式結(jié)構設計, 整體鑄造而成,最後精加工達到相關技術要求。如圖1 所示,利用工作台上的標準T 型槽, 用T 型螺(luó)栓將鋁方箱安裝在工作台上,工件安裝在鋁(lǚ)方箱上方, 再(zài)利用標準夾具(jù)、定位銷等對工件(jiàn)進行定位夾緊(jǐn),從而完成待加工型材件的裝夾。
2.1.1 主要結構及配置
基礎工裝采用箱體式結構,6 麵(miàn)均加工高精度安裝螺紋孔及通孔,螺紋孔選擇M12 或M16,孔間距(螺紋孔或通孔)分別為50 mm×50 mm 和100 mm×100 mm,間隔分布, 外形尺寸為450 mm×150 mm×300 mm 或600 mm×200 mm×500 mm 等,外形尺寸(cùn)可根據(jù)待加工工件尺寸及加工工藝特點等(děng)自(zì)行設計, 壁(bì)厚視鋁方箱大(dà)小(xiǎo)尺寸及裝夾件而定, 厚度一般為20 mm 或40mm,結構如圖2 所示。
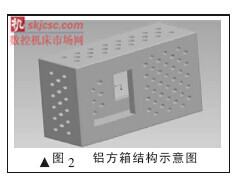
鋁方箱大麵均開一(yī)個四方口,用於安裝(zhuāng)鋁方箱所用(yòng),尺寸大小以方便工具安裝T 型螺栓或T 型(xíng)螺杆即(jí)可,同時也可方(fāng)便鋁方箱的吊運。鋁方箱各邊作(zuò)倒坡(pō)口、去毛刺處理。
2.1.2 技術要求
鋁方箱需有足夠的剛度(dù),承受1t/m2 的壓力(lì)變(biàn)形(xíng)量要小於0.02/m2。各相鄰孔係位(wèi)置公差±0.02 mm, 螺紋精度等級7 級,位置公差等級6 級,平麵度0.10/m2,表麵粗(cū)糙度Ra為(wéi)3.2。
2.2 工裝夾具選(xuǎn)型
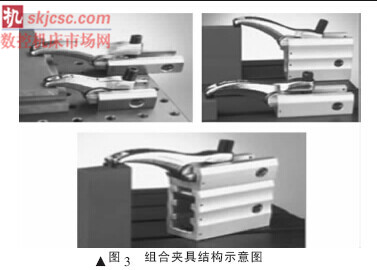
工裝(zhuāng)夾具需滿足裝夾和拆卸方(fāng)便,以提高效率,在對夾具選型時參考了國內(nèi)外使用(yòng)較好的(de)多種夾緊方式的夾具,最終(zhōng)選用了(le)國外某(mǒu)品牌的專用組合夾具,其通用性及實(shí)用性(xìng)較好,組(zǔ)合夾具結構如圖3 所示。
鋁合金型材件大都為薄壁中空結構, 采用高速銑削加工方式,機床主軸轉速在10 000 r/min 左右,其薄壁結(jié)構要求裝夾時不宜采用過大夾緊力,以防變形,因此,選用的夾具夾緊力(lì)在15~80 kN 之間,圖3 所示夾具既可(kě)在標準T 型(xíng)槽中(zhōng)使用,也可在標準螺紋(wén)孔上安裝使用,標準(zhǔn)件的高度及形狀提供多種選(xuǎn)擇,並且可以疊加使用,這就大大提(tí)高了夾具的通用性,滿(mǎn)足了鋁合金型(xíng)材加(jiā)工件(jiàn)的裝夾要求。
該(gāi)夾具包含圖4 所(suǒ)示的各部件(jiàn),均為標準件,可選用,並且(qiě)可以組合使用。夾(jiá)具的標(biāo)準化結(jié)構方便了夾具的(de)管理、維護及更(gèng)換,可大大節省夾(jiá)具(jù)的使用成本。

3 應用實例及使用方法
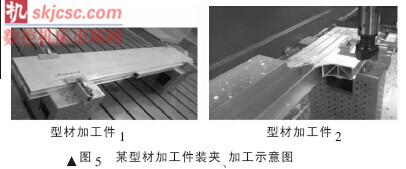
以某型動車(chē)組型材(cái)件(jiàn)為例(lì)來說明(míng)本工裝的使用方法。如圖5、圖6 所示,利(lì)用五軸加工中心工作台(tái)上的(de)標準T 型槽,將鋁方(fāng)箱安(ān)裝在工作台上,工件放置在鋁方箱上方(fāng),粗調整(zhěng)至與機床工作(zuò)台平行,選擇合適的夾(jiá)具(如(rú):夾具高(gāo)度、夾具類型等(děng))進行壓緊(jǐn)。
3.1 型材加工件的應用
裝夾時夾具下方墊一薄鋁板, 防止夾緊過程中對工件造(zào)成壓(yā)痕或壓力集(jí)中造成(chéng)的變形。用機床自帶的探(tàn)頭(tóu)(在線測量工具)測(cè)量工(gōng)件,查(chá)看工件裝夾不平(píng)行度,經過精調整,再測量工件,符合工藝文件要求後,用配套扳手旋轉夾具(jù)上的螺釘進(jìn)行夾緊。工件夾緊找正後,建立工件零點,選擇程(chéng)序加(jiā)工工件,也可在鋁方箱上方(fāng)安裝定位銷,直(zhí)接對工件進行側定位,以減少工件調整次數。
3.2 組焊加(jiā)工(gōng)件的應用
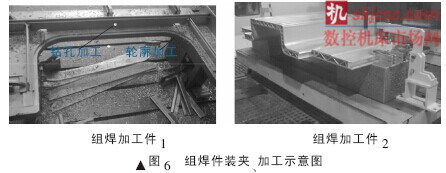
該工裝夾具不僅可以應(yīng)用在單件型材加工件的裝夾上,也可以應用於一些組焊件的裝夾(jiá)加工,直接對組焊件進行裝夾加工;也(yě)可借助其它輔(fǔ)助(zhù)工裝,通過簡單的改造進一步增強工裝的通用性,如圖(tú)6 所示。
3.2.1 增加基礎鋁板
如圖6 組焊(hàn)加工件1 所示, 通過在鋁方箱上方增加基礎鋁板的方式, 將待加工的組焊(hàn)加工件1 安裝在預先加(jiā)工好輪廓及定位裝置的基礎鋁板上(shàng), 再用圖3所示組合式(shì)夾具對工件進行夾緊。
該加工件需加工輪廓及轉軸(zhóu)加工孔(kǒng), 合理利用了鋁方箱基礎工裝的裝夾優點, 在基礎鋁板上加工出安裝孔及定位(wèi)孔, 分別用於使基(jī)礎鋁板安裝在鋁方箱上及(jí)使組合夾具安裝在基礎(chǔ)鋁板(bǎn)上, 基礎鋁(lǚ)板保(bǎo)證了工(gōng)件加工時的(de)整體裝夾(jiá)剛性, 鋁方箱給基礎鋁板工裝提供了安裝平台,並使基礎鋁板架高,提供(gòng)了機床主(zhǔ)軸轉軸加工孔的空間。
3.2.2 增加(jiā)工(gōng)藝平台
如圖6 組焊加工件(jiàn)2 中所示(shì), 通過增(zēng)加工藝平台的(de)方(fāng)式,使該基礎工裝應用在一(yī)些大型(xíng)加工中心上,如60M 大型五軸龍門加工中心(xīn), 組(zǔ)焊件2 為某城軌車輛枕梁組成加工,將平台安裝在機床工作台的導軌上,鋁方箱安裝在平台上,由於(yú)該加工件型材較厚,加工時(shí)吃刀量(liàng)較大,因此,在采用組合夾(jiá)具時(shí)拆裝了兩個地板通用加工工(gōng)裝上(shàng)的壓臂壓緊裝置進行輔(fǔ)助組合裝夾,滿(mǎn)足了大型組焊件的裝夾(jiá)加工要求。
4 結束語
通用加工工裝結構達到模塊化、標準化、柔性化設計水平, 鋁方箱可根據工件結構及加(jiā)工件特點橫豎任意放置進行裝夾,標準化組合夾具可靈活組合使用。所述通用加工工裝結構(gòu)特點便於工裝的管理與維護,工裝使用壽(shòu)命長,維護成本低。可采用以下幾種修複方式。
(1) 鋁方箱(xiāng)表麵出現磕碰劃傷可在(zài)加工中心(xīn)上進(jìn)行(háng)去除表麵加工進行修複(fù);
(2) 螺紋孔精度等級降低後(hòu)也可重新對孔進行加工修複,通過安(ān)裝高精度等級的螺紋接頭進行修複,延長工裝的使用(yòng)壽命;
(3) 如夾具損壞(huài),按照標準件型(xíng)號(hào)進行更換(huàn)。本工(gōng)裝結構簡單,裝夾方便,適用性廣,可大大節省(shěng)工位(wèi),提高設備利用率,降低(dī)生產成本,提高加工效率,目前(qián)已完成多列動車組、地鐵車輛(liàng)等軌道車(chē)輛中長大型材、組焊件(jiàn)等加(jiā)工件的(de)加工,加工(gōng)效果很好。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








