
炭/ 炭複合材料是一種新型非金屬材料, 該材料高溫性能穩定, 熱導性高(gāo), 熱膨脹係數(shù)小, 摩擦係數大, 摩(mó)擦性能好, 強度好(hǎo), 重量輕, 是(shì)一(yī)種(zhǒng)優質的刹車材料[ 1~ 3] , 現國內外廣泛(fàn)使用炭/ 炭複合材料作為飛機機輪的刹車材料。但炭/ 炭複(fù)合材料生(shēng)產周期(qī)長(zhǎng),製造成本高, 炭/ 炭複合材料的內在結構(gòu)與金屬材料完全不同, 性能差別也相(xiàng)當大, 不同場合使(shǐ)用的炭/炭複(fù)合材料也不同(tóng), 對其機(jī)加工的方法有很大區別,對刀具的要求非常嚴格。
1 炭/ 炭複合材料刹車盤坯體製備和材料特性
炭/ 炭複合材料毛坯(pī)是用炭纖維無緯布和炭纖維網胎逐(zhú)層鋪放後針刺(cì)形成炭氈體, 毛坯氈體的密度一般在0155~ 016 g/ cm3 之間。然後(hòu)通過(guò)反(fǎn)複多次化學氣相沉(chén)積( 簡稱(chēng)CVD) 、石墨(mò)化、浸漬等增密工藝和性(xìng)能處(chù)理工藝, 使氈體的密度和性能(néng)達到使用要求。為了(le)提高增密工藝(yì)的(de)效果, 在增密(mì)過程中要多(duō)次進(jìn)行機(jī)械加工, 去掉坯體外部的比較致密的硬皮塗層, 進一步打(dǎ)開坯體的孔隙。不(bú)同的產(chǎn)品增密工藝(yì)略(luè)有不同(tóng)。一般要求(qiú)炭/ 炭(tàn)坯體的密度達到1175~ 1185 g/ cm3 之間才認為是合格(gé)的刹車(chē)盤產品[ 4~ 7] 。
坯體製成後, 炭纖維(wéi)層與層之間的連接除了垂直(zhí)方向的針刺纖維外, 主要是依靠CVD、浸漬增密工藝後生成的結構炭來連接, 增密後生成新的(de)結構(gòu)炭,這種新的結構炭把炭纖維層與層緊密地結合在一起。兩種不同的炭(tàn)纖(xiān)維毛坯在增密過程完成後, 其截麵結構如圖1 所示, 從
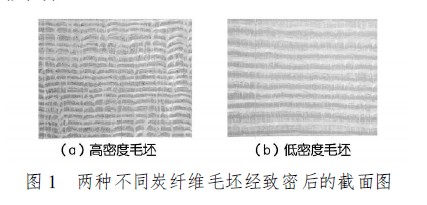
圖1 兩種不同炭纖維毛坯經致密後的截麵圖(tú)增密工藝和性能(néng)處理(lǐ)工藝完成後, 材料的機(jī)械強(qiáng)度和性能才能達到使用要求, 一般機輪炭/ 炭複合材料刹(shā)車盤縱向抗(kàng)壓強度150~ 200 MPa, 抗彎強度80~ 100 MPa, 抗剪強度8 ~ 12 MPa, 靜(jìng)摩擦係數(shù)0112~ 0115 左右, 動摩擦係數013~ 014 左右。炭/炭複合材料的剛性較好, 材質表現硬而(ér)脆, 不能(néng)承受硬物碰撞, 硬物一碰就(jiù)會出現碎裂與缺口, 一不小(xiǎo)心, 很容易(yì)碰(pèng)壞工件(jiàn), 引起產品報廢。
2 機輪對炭/ 炭刹車盤的齧合要求
飛機機輪的輪轂和傳力筒分別與刹車盤的動(dòng)盤與靜盤相齧合, 飛機在降落時的動能通過機輪傳遞給(gěi)動盤, 在側向力的作(zuò)用下動盤(pán)壓緊靜盤, 通過動盤與靜盤相(xiàng)對運動產生摩擦力矩, 從(cóng)而慢慢消耗飛機著陸時的慣性動能, 運行規定的距離後消(xiāo)耗完飛機的動能而使飛機停(tíng)下來(lái)。飛機的動能傳遞完全依靠動盤和靜盤的齧合齒來完成(chéng)的。炭/ 炭材料刹車盤的機械強度相對金屬刹車盤來說要低得(dé)多, 一般來說, 金屬(shǔ)刹車盤的機械(xiè)強度很容易滿足刹車力矩的要求, 炭/ 炭複合材料刹車盤對刹車力矩要通過(guò)嚴格的計算, 合理的結構設計和精密的機加工, 才(cái)能保證足(zú)夠機械強度。
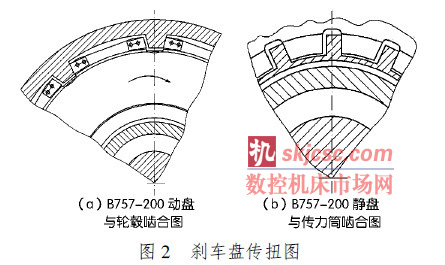
現以B757- 200 型刹車副(fù)為例, 根據(jù)使用(yòng)要求,飛機最大刹車(chē)力矩為79 680 Nm, 整個的力矩分別由動盤和靜盤齧(niè)合齒來傳遞, 如圖2 所示, B757-200 型刹車機組共有8 套刹(shā)車(chē)副, 每套刹車副有4 個動盤、5 個靜盤, 每(měi)個動盤9 個齧合齒, 每個(gè)靜(jìng)盤有15 個齧合齒。動盤(pán)共(gòng)有8 @ 4 @ 9= 288 個齧合齒, 這288 個齧合齒要傳遞全部的刹車力矩, 平均每個齧合齒傳遞力矩是276 Nm, 如果加工誤差大, 所有齧合齒不能(néng)同時與輪轂齧合, 不是全部的齧合齒受力, 所齧(niè)合的部分(fèn)齒同樣傳(chuán)遞全部(bù)力矩, 如沒有足(zú)夠多的齒共同齧合傳遞力矩的(de)話, 加之炭/ 炭複合材料是硬脆性材料, 剛度大不易變形, 那麽這(zhè)部分傳遞扭矩的齧合齒很可能就會承受不了負載而折斷或壓碎。所以對炭/ 炭刹車盤的齧合要注意如下幾點(diǎn):
1.炭/ 炭(tàn)刹車(chē)盤齧合齒的分度和(hé)齒形加工一定要準確, 盡量使更多的齧合齒能處於工作狀態。
2. 動盤與輪轂、靜盤與傳力(lì)筒齧合齒(chǐ)之間的間隙要在一定範圍內, 間隙太小(xiǎo)引起(qǐ)裝(zhuāng)配困難, 太大又會引起衝(chōng)擊, 不(bú)管動盤還是(shì)靜盤, 齒齧(niè)合槽一定要控製在一定精度範圍。
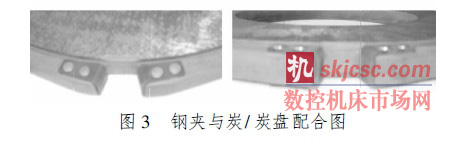
3. B757- 200 動盤在傳扭(niǔ)時, 為(wéi)了使衝擊力不(bú)直接衝擊炭/ 炭材料本體, 采用了鋼夾作為襯墊, 鋼夾與炭/ 炭盤配合如圖3 所示, 鋼夾用兩鉚釘固定,齒(chǐ)槽寬、兩(liǎng)鉚釘孔的位置(zhì)有一定精(jīng)度要求, 否則鋼(gāng)夾不易裝配或鋼夾與刹車盤本體間隙太大, 傳力時鉚釘直接受力容易折斷, 這都是運行(háng)中不允許的。
3 齒形加(jiā)工的可靠性分析
3.1 刀具(jù)的(de)選用
炭/ 炭複合材料是磨擦(cā)性(xìng)能很好的材料, 這在(zài)機輪(lún)刹車盤的使用上有很(hěn)好的效果, 但在機加工過程中刀具磨損非常嚴重, 合理選(xuǎn)用機加工刀具很重要(yào),既要保證(zhèng)工件(jiàn)質(zhì)量, 又要提高(gāo)加工效(xiào)率, 幾種材料的刀(dāo)具試用(yòng)比較如下:
1. 高速鋼刀具。用高(gāo)速鋼加工炭/ 炭複合材料很快就將(jiāng)刀具的刀鋒磨掉, 操作人員要頻繁磨刀(dāo), 工作效率太低。
2. 陶瓷刀具。陶(táo)瓷刀具的硬度、耐磨性能夠適應加工炭/ 炭複合材料的要求, 但是由於陶(táo)瓷(cí)主要成分是Al2O3, 炭與Al2O3 在高溫易發生反應, 機加工時會產生局部高溫, 特(tè)別是沒有經過石墨化(huà)處理的炭/ 炭材料(liào), 刀尖處溫度很高, 呈(chéng)現(xiàn)紅色, 極(jí)易與Al2O3 發生反應, 影響炭/ 炭材料表麵質量。
3. 金鋼石刀具。金鋼石刀具硬度加工炭/ 炭(tàn)複合材料比較合適, 所以車(chē)加工(gōng)選用金剛石刀具, 金剛石的本體是炭元(yuán)素(sù), 與炭/ 炭材料在高溫(wēn)下不會發生反應, 是(shì)一種比較理想的刀具材料(liào)。
4. 硬質合金刀具。硬質合(hé)金刀具加工炭/ 炭材料比不上金剛(gāng)石, 但比鋒鋼刀具好很多, 如加工刹車盤的齧合齒, 采用(yòng)金剛石銑刀成本太高(gāo), 使用壽命也不長, 選用硬質合金銑刀, 加工磨損後采用調整刀偏的方法保證齧合齒的精度。
3.2 加工齧合齒分度(dù)的要求
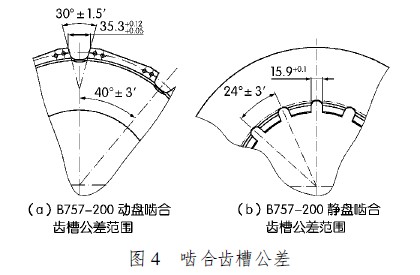
文章已對炭/ 炭複合(hé)材料的性(xìng)能, 機輪與炭/ 炭刹車盤的(de)齧合要求作了介紹(shào), 炭/ 炭複(fù)合(hé)材料刹車盤齧合齒的加工, 主要是齧合齒的分度與齒形加工, 齒的分度主要是(shì)靠機床本身的(de)分(fèn)度精度來保證。購買、選用機(jī)床要考慮機床加工精度等(děng)級, 一般情況下, 機床(chuáng)工作狀態正常, 能夠滿足刹車盤齧合齒分度精度要求, B757- 200 齧合齒(chǐ)槽公差如圖4 所示, 由而選用的機床(chuáng)精度可以達到? 012c, 完全可(kě)以滿足刹車盤的要求。
3.3 齒形加工(gōng)
炭/ 炭複合材料在厚度方向層次明顯, 層與層之間的結合力是靠垂直針刺炭纖維與增密後結構炭所連接的, 粘合力不一定非常牢固, 加工時(shí)盡量采用徑(jìng)向進刀的方(fāng)法, 就是刀具沿著(zhe)炭/ 炭纖維徑向(xiàng)運動,這樣可防止損傷炭/ 炭纖維層與層之間的結合。
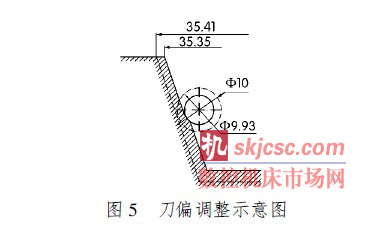
出於成本的考慮, B757- 200 刹(shā)車盤齧合齒的(de)加工采用了硬質合金銑刀, 在加工齒(chǐ)廓線時選用兩把銑刀, 第一(yī)步粗銑刹車盤的齒廓線, 第二步精銑齒廓線, 粗銑刀的磨損對(duì)齒廓線精(jīng)度影響可以忽略不計, 但精銑刀的磨損對齒廓型狀(zhuàng)公差關係很大, 如采用5 10 的銑刀精銑炭/ 炭盤齒廓線就(jiù)必須考慮(lǜ)銑刀的磨損, 同一把銑刀工作一(yī)段時間後由於磨損, 銑刀直徑就會(huì)變得越來越小。但炭/ 炭盤齒廓精度控製在一定(dìng)的公(gōng)差範(fàn)圍(wéi)之內, 表示B757- 200 刹車(chē)盤動(dòng)盤(pán)和靜盤(pán)齒廓尺寸精度範(fàn)圍如圖4 所示。銑刀磨損情況以加工B575- 200 動盤齒槽為例列於表1, 刀偏示意圖(tú)如圖5 所示。
由表1 和圖5 可以看出, 當加工60 件炭/ 炭盤之後, 銑刀的磨損比較嚴重, 加工出的齒槽快達(dá)到允許公差(chà)的極(jí)限, 在這(zhè)種情況下, 就(jiù)必須調整刀偏, 有些比較先進的機床, 可以自動檢測刀具的磨損量, 自
動(dòng)調整刀偏的(de)參數, 對一(yī)般不能自動檢(jiǎn)測刀具(jù)磨損的機床, 要根據材(cái)料的(de)特性, 摸索出在加工該種材(cái)料(liào)的(de)情況下刀具磨損速(sù)度, 以便(biàn)及時人工掌握(wò)刀具磨損, 調整(zhěng)刀偏, 保證加工工件在允許的公差範圍以內, 齧合齒加工實況如圖6 所示。
4 結束語
炭/ 炭複合材料在我國(guó)還剛開始使用, 對這種材料機加工方法還有許多工(gōng)作要做, 通過這幾年的試驗和生產實踐, 初步掌握(wò)了(le)炭/ 炭複合(hé)材料的機械性能和機(jī)加工工藝, 摸索了一些經驗, 生產出了多種不同炭/ 炭複合材料產品(pǐn), 並已成功地使用在航空、航天(tiān)及民用等領域, 但如何進一步節省加工(gōng)成本, 提高加工效率(lǜ), 合理使用刀具等方麵, 還有待進一步探索和研究, 以使炭/ 炭複合材料在更多的領域(yù)得到應用。
如果您有(yǒu)機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








