
0 引言
磨削加工(gōng)是現(xiàn)代機械(xiè)製造業中進行(háng)精(jīng)密(mì)加(jiā)工和超精密加工的重要工藝技術。在磨削加工(gōng)中,所消耗(hào)的能量大部分轉化為熱能傳入被磨工件,傳入工件的熱量主要集中在很(hěn)薄的表麵層裏,形成局部(bù)高溫,這種現象對工件表麵質量和工件的使用性能影響很大。國內外大(dà)量專家學者對磨削加工中的熱效應問題進行了研究。1942 年,J. C. Jaeger[1] 首先提出了移動(dòng)熱(rè)源理論,Outwater 和(hé)Shaw[2] 基於剪切麵移動熱源理論建立了熱量(liàng)傳(chuán)遞給工件的熱源模(mó)型, 1996 年(nián)Rowe[3] 在前人(rén)研究的基礎上綜合考慮了工件的熱特性、砂輪的鋒利程度、砂輪和工件的速(sù)度(dù)、切(qiē)深以及接觸長度對溫度場(chǎng)的影響。我國學者貝季瑤教授[4] 早在上世紀60 年代就提出了熱源強度在沿接觸弧長上(shàng)為三角形分(fèn)布的假設,高航教授(shòu)[5] 在研究斷續磨削時分別建立了臥軸周邊(biān)斷續磨削和立軸端麵斷續磨削的熱源模型。磨削過程的熱效應一直是國內外學者研究的熱點。
隨著航天和汽車(chē)技術的發展,出現了越來越多的薄片類零件,如航天倉中的各種密封圈和墊片。這類零件的磨削質量要求很高,磨削過(guò)程中的熱效應容易使(shǐ)零件變形和燒傷,影響了(le)磨削質量和使用性能。精密(mì)磨削過程中的(de)熱效應問題,已逐漸成為製約薄片類零件磨削加工工藝發展的瓶頸,因(yīn)此在這種情況(kuàng)下對薄片零(líng)件平麵磨削工藝參數優(yōu)化問題的研究具有極大理論和實際應用價值。
1 薄片零件平麵磨削表麵溫度場(chǎng)的計算理論研究
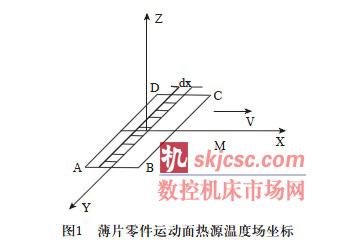
如圖1 所示麵熱源ABCD 沿X 方向(xiàng)以速度V在無限大的薄片零件內(nèi)運(yùn)動。
按照兩維傳熱模(mó)型計算,則薄片平(píng)麵內X 軸上任意一點(diǎn) 的溫升為[6]

根(gēn)據式(1)可以計算薄片零件表麵(miàn)內沿X 軸方向上任意(yì)點的溫度。
按照(zhào)一維傳熱(rè)模型計算,將麵熱(rè)源看成隻(zhī)沿Z方向傳入零件內。則當麵熱源運(yùn)動到M 點後(hòu),在麵熱源區域下Z 方向上任意點的溫(wēn)升為(wéi)[6]。

薄片(piàn)零件磨削區表麵的溫升為
![]()
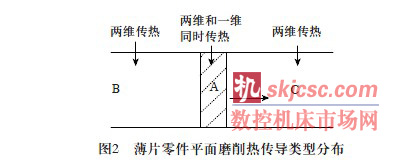
由於移動麵(miàn)熱源在任一瞬間同時存在兩維傳熱和一(yī)維傳熱,如圖2 所示。設有qm 的熱量按一維傳(chuán)熱,忽略其它(tā)熱量損失,根據能(néng)量守(shǒu)恒(héng)則有) qm 的熱量(liàng)按照兩維傳熱。
則薄片零(líng)件表麵磨削區(qū)任一點的(de)溫升可表示為:

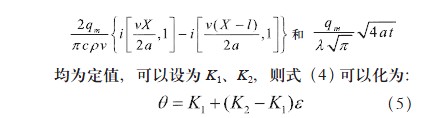
令(lìng)= f (v),且0 < < 1,當工件移動速度v →∞時, → 0 ;公(gōng)式(4)等效於公式(1)兩維傳熱,當(dāng)工(gōng)件移動速度v → 0 時, → 1 公式(4)等效於公式(2)按一維傳熱。對於磨削區中確定一點,在其它磨削參數不變的情況下,某一確定(dìng)時刻
分布取不同的(de)工件移動速度V,並測出磨削區表麵(miàn)在每個(gè)工(gōng)件移動速度下的最高溫度,代入公式(5)令X = 0 經查(chá)表[6] 可以求出。如表1 所示。

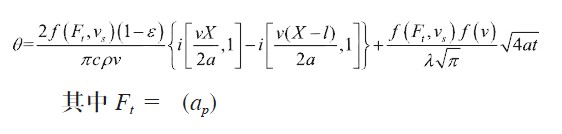
由若(ruò)幹組V 和,用數學插值的方法可以確定函數= f (v),又因為發熱功率qm = f (Ft, vs)[6],其中Ft 是切(qiē)向磨削力,vs 是磨削(xuē)速度。所以
2 薄片零件平麵磨削工(gōng)藝優化
平麵(miàn)磨削最(zuì)重要的三(sān)個參數是磨削(xuē)深度ap、磨削速度vs、工件的(de)進給速度v。薄片(piàn)零件平(píng)麵磨削工藝優化的主要(yào)目(mù)的就是選(xuǎn)擇合適的磨削參數,使磨(mó)削溫度最低,即求函數值最小。這是一個數學問題。構(gòu)造拉格朗日函數
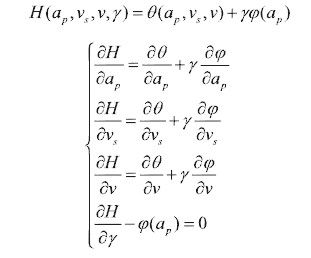
滿足該(gāi)方(fāng)程組的所有(yǒu)解(ap, vs, v) 都可能是極值點,分(fèn)別將這些解(jiě)帶入(rù)溫度場函數,比較大小,找出使溫度最小的那組解就是(shì)我們磨削(xuē)工藝優化的參數。
3 結論
本文用數學理論方法找到了磨削工藝參數的優化解,該方法節省了以往依靠工(gōng)人經驗或采用大量(liàng)實驗來優化工藝而浪費(fèi)的人(rén)力和物(wù)力(lì),節省了時間,提高了效率(lǜ),降低了成本,具有一定的實際(jì)應用價值。
如果您有機床行業、企(qǐ)業相關新聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






州金馬")

