
1 問題產生
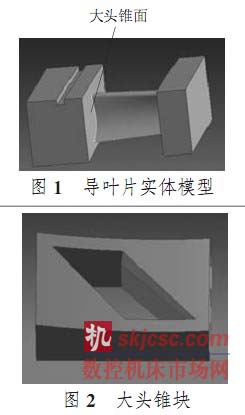
某汽輪機導葉片的大小頭是錐體(tǐ)結構(如圖1所示),加工時傳(chuán)統的測量方法是先加工出大小頭錐塊量具(如圖2所(suǒ)示)。由於大小頭錐塊各有一(yī)側是錐麵結構(gòu),加工時需用球頭銑刀(dāo)在數控銑(xǐ)床上高速銑削,由於是錐麵結構,加工(gōng)精度和(hé)測量精度要求高,而且需占用數控(kòng)銑床,加工費用高。為此我們設計了簡易的測量量具,改數控銑床(chuáng)加工為先由線切割加工再焊接的方式。
2 實(shí)現方法
本文僅以導葉片大頭簡易量具設計為例來說明其實現方法。在UG環境下進(jìn)行(háng)導葉片造型,如圖1所示,再(zài)關聯複製分別抽取每個麵的比較塊的輪廓線,然(rán)後將(jiāng)錐麵一側(cè)的(de)輪廓線分割等分段,我們取5段,這樣可以得到10個點,精度完(wán)全能達到(dào)要求。再將4個方向的輪廓線分別導出到CAD中(如圖3所示),移動UCS到每(měi)個(gè)小塊的直角點(diǎn),讀取錐麵一側的輪廓線的坐(zuò)標和(hé)各直邊的尺寸,形(xíng)成線切割圖紙,下發圖紙到線切割車間,割比較塊,每個導葉片(piàn)大小頭各割4個比較塊。根據大頭錐麵的特點,采用分體結構,將錐體的(de)四麵加工(gōng)4個比(bǐ)較塊,然後將此4個(gè)比較塊圍攏成導葉的菱形,再焊接(jiē)到一個底板上(如圖4所示)。由於比較塊是平(píng)麵結構,線切割加工非常方便,既便於測量,加工精度又容易保證。

3結語
本文通過(guò)采(cǎi)用設計簡(jiǎn)易的量具達到了與(yǔ)傳統製造量具方法(fǎ)相同的效(xiào)果,而且,大大降低了量具(jù)的加(jiā)工難(nán)度和測量難度(dù),降低了量具加工費(fèi)用,減少(shǎo)了導葉片加工的輔助單元(yuán)對數控銑(xǐ)床的占用,提高了導葉片的加工效率,實際(jì)應用效果良(liáng)好。
如果您有機(jī)床行(háng)業、企業相關新聞稿件發表,或進行資訊(xùn)合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








