
0引言
葉片是汽輪(lún)機的核心(xīn)關鍵(jiàn)零件,是汽輪機(jī)的心髒,葉片加工質量的好壞直接影響到汽輪機的工(gōng)作(zuò)效率以及可靠性。隨著汽輪機設計要求(qiú)的提高,葉片形狀複雜,葉片加工要求也越來越(yuè)高(gāo),特別是葉片型麵加(jiā)工一直是汽輪機葉片生產(chǎn)的瓶頸口,傳統的葉片加工方式(shì)加工工藝原始、加工手段(duàn)落後,工人勞動負荷大,作業環境惡劣,生產效率很難提高,加(jiā)工質量(liàng)難以保(bǎo)證(zhèng)。因此研究汽輪機葉片製造(zào)新技術、新工藝已(yǐ)勢在必(bì)行,本文主要(yào)研究汽輪機葉片加工的新的工藝方案和加工手(shǒu)段,探討了汽(qì)輪機(jī)葉片的數控加工技術。
1汽輪機葉片(piàn)結(jié)構特點(diǎn)分析
1.1汽輪機葉片結(jié)構組成及其(qí)作用
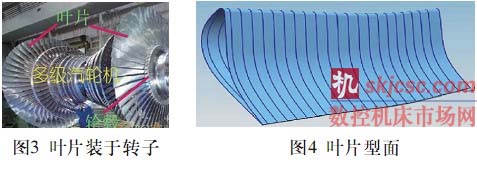
汽(qì)輪機葉片按功能(néng)作用的不同可分(fèn)為動葉(yè)片(如圖1所示)和(hé)靜葉片(piàn)(如圖2所示)兩種。
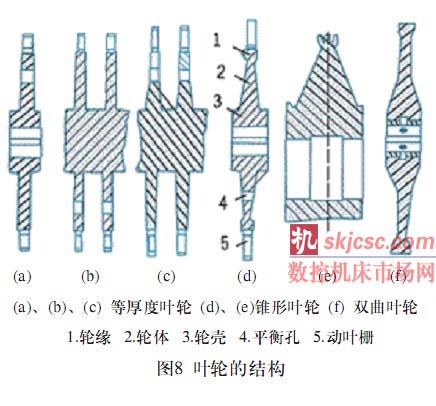
動葉片安裝在轉(zhuǎn)子葉輪或轉鼓上,接受(shòu)噴(pēn)嘴葉柵射出的(de)高速汽流,把蒸汽的動能轉換為機械
能,使轉子(zǐ)旋(xuán)轉。葉片裝於轉子上如圖3所示。動葉片與汽(qì)輪機轉子相連接並隨轉子一(yī)起(qǐ)轉動,是將汽流的動能轉換為有(yǒu)用功的極其重要(yào)的(de)零件;靜葉片(又稱導(dǎo)葉)與汽輪機靜子相連(lián)接處於不動狀態,作導(dǎo)向葉片,其主要作用是改變汽流的方向,引導蒸汽進入下一列動葉片。不同功率(lǜ)的(de)汽輪機中,處(chù)於不同級的葉片因工作條件不同(tóng),動葉片與靜葉片具有各(gè)不相同的結構、尺寸及固定方法。
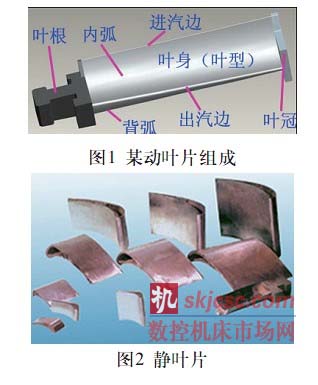
動葉(yè)片的結構主要由葉身(葉型)、葉根、葉冠(葉頂)等組成,如圖1所示。
1)葉身:葉身是葉(yè)片的基本工作(zuò)部分,又稱為葉身型麵,葉身結構複雜,多為扭轉自由曲麵。如圖4所示為(wéi)葉片型麵,葉身型麵分為內型麵(或內弧)、背型麵(或背弧)、進汽(qì)邊圓(yuán)角(jiǎo)、出汽邊圓角、葉根圓角、葉冠圓角、拉筋等(děng)幾個部(bù)分,如圖1所示。葉身(shēn)型麵是由若幹個截麵型線擬合而成的光滑複雜曲麵,由一組等(děng)距或(huò)不等距平行截麵型線組成的空間扭曲麵,其中葉身部分的橫截麵稱為葉型,其每一個橫(héng)截(jié)麵邊緣叫型線,如圖(tú)5所示,一條葉片截(jié)麵型線由葉盆曲線內弧)、葉(yè)背(bèi)曲線(背弧)、進汽邊曲線和出汽(qì)邊曲線四條曲線組成(chéng),型線的結構決定葉片的工作情況,有的型麵為彎扭(niǔ)變(biàn)截(jié)麵或等截麵彎扭曲麵。

葉身可分為直(zhí)葉片和扭葉片(如圖6所示)。直葉片是葉根到葉冠的型線不變化,是等截麵葉片。扭葉片是葉根到(dào)葉冠的型(xíng)線不規則(zé),是變截麵葉(yè)片(piàn)。由於葉片型麵是由複雜(zá)的(de)自由曲麵組成,幾何精度要求高,傳統的加工方法無法滿足葉片加工的精度要求,因(yīn)而其型麵的加工是製約葉片生產效率和產品質量提高的瓶頸。
2)葉(yè)根:葉片通(tōng)過葉(yè)根牢靠地(dì)固定在葉輪上,保證(zhèng)在任何(hé)條件下葉片不會鬆動。葉根的作用是(shì)緊固動葉片(piàn),使其在經受(shòu)汽流(liú)的推力(lì)和旋轉離心力作用下,不至於從輪緣溝槽(cáo)裏拔出來。
因此要求它與輪(lún)緣配合部分要有足(zú)夠的強度且應力集中要小。常見(jiàn)的葉片的葉根結(jié)構形狀如圖7(所示,可以分為:叉形(直叉)、階梯叉(等強度)、榫齒形、T形(xíng)、菌形(xíng)和縱樹形(如圖(tú)6所示)等。

3)葉冠:葉片外端的固定則稱為葉冠。汽輪機的葉冠(guàn)部分通常裝有圍帶(dài),它將若幹個葉片聯接成葉片組,圍帶的主要作用是:(1)用圍帶聯接後,使葉片(piàn)剛性增加;(2)可以改變葉片的自振頻率,從而(ér)避開共振;能減小葉片的振幅,提高葉片的抗振性;(3)可以使葉(yè)片(piàn)構成封閉槽道;並可(kě)裝置圍帶汽封,減少葉片頂部的漏汽損失。
葉(yè)片汽(qì)道的進、出汽(qì)邊較薄,葉冠、葉(yè)根圓角較小。
1.2汽輪機葉片與葉輪(lún)的裝配
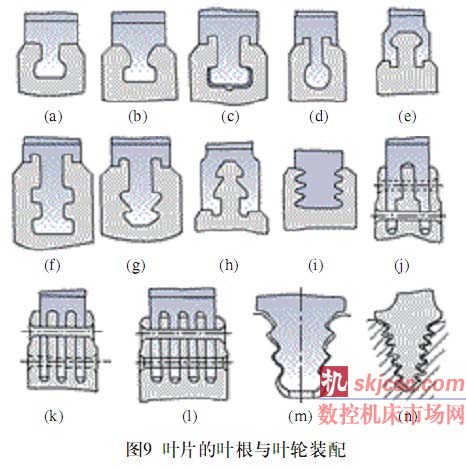
如(rú)圖(tú)8所示葉輪的結構一般由輪緣、輪(lún)體(輪麵)和輪殼三(sān)部分組成。輪緣用(yòng)來固定葉片,其具體結構與葉片(piàn)的受力(lì)情況及葉根形狀有關;輪(lún)殼是葉輪套於主軸上的配合部分,其結構取(qǔ)決於葉輪在主(zhǔ)軸上的套裝方式,為了保證輪殼有足夠的(de)強度,輪殼部分一般都要加厚。輪體是(shì)葉輪的中(zhōng)間(jiān)部分,它起(qǐ)著(zhe)連接輪緣(yuán)與輪殼的作用,其斷麵應根據受力情況(kuàng)來確定。葉(yè)輪按其輪(lún)體的斷麵(miàn)型線(xiàn)可分為以下四種:等厚度葉輪、雙曲線葉輪、錐形葉(yè)輪和等強(qiáng)度葉輪(lún)等。葉片的葉根(gēn)與葉輪裝配如圖9所示。
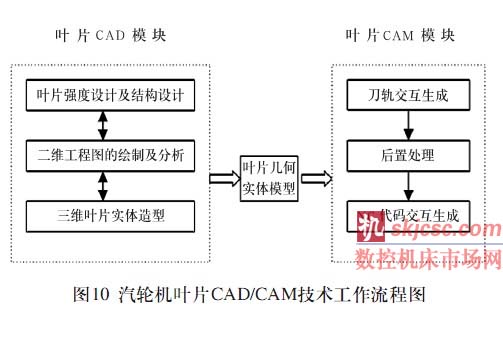
2汽(qì)輪機葉片CAD/CAM技術工作流(liú)程
汽(qì)輪(lún)機葉片的三維實體造型和數控加工程序的編製是葉片加工(gōng)關鍵技術。目前,CAD/CAM軟件的發展,如PrO/E、UG、Soliderworks等相(xiàng)關三維軟件的發展使得葉片設計擺脫了傳統的二維設計和手工繪圖,用三維軟件進行葉片設計,克(kè)服常規設計的不足,提高(gāo)了設計效率,縮短汽輪機葉片的開發(fā)周期。通過(guò)CAD/CAM軟件根據三維造型生成數控加工指令,對實體模型進(jìn)行(háng)模擬仿真加工,確定加工刀具路徑、加工參數和刀具補償的方法,然後生成數控(kòng)機床(如加工中心)可識別的NC程序輸入數(shù)控機床進行葉片數控(kòng)加工。如圖10為汽輪機葉(yè)片CAD/CAM技術工作流程圖。其中例(lì)如采用基於Pro/E軟件對葉(yè)片的三維造型步驟如圖11所示。

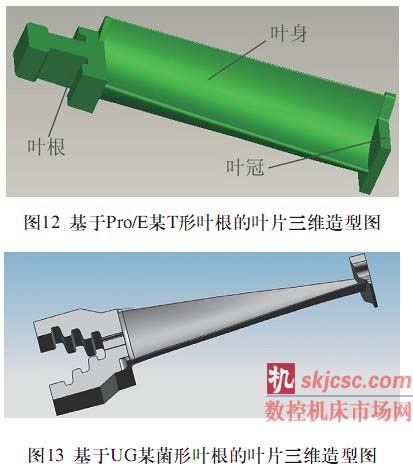
汽輪(lún)機葉片的結構一般(bān)比較複雜(zá),其三維建模過程也相對複雜。葉片的三維建模主要分為葉身型麵、葉根和(hé)葉冠建模等(děng)部(bù)分。首先進行葉身造(zào)型,其次進行葉根和葉冠造型,然後再將三者進行布爾運算相加到一起,最後(hòu)進行附加結構的設計,這樣便可形成一個(gè)完整的葉片。數控加工程序的編製是根據葉片三(sān)維模型的尺寸關係確定的,所以葉片三維(wéi)模型建立的好壞,直接影響到數控加工(gōng)程序的編製,最終也就影響到葉片的加工質量。通過CAD/CAM軟件(如Pro/E、UG等)進行葉片(piàn)的三維建模實例(lì):如圖12為某動葉片基於Pro/E某T形葉根的葉片三維造型圖,如圖13為基於UG某菌形葉根的葉片三維造型圖。
3汽輪機(jī)葉片的數(shù)控(kòng)加工技(jì)術
3.1汽輪機葉片的數控加工工藝
葉(yè)片數控加工是表征汽輪(lún)機葉片製造技(jì)術達到(dào)現(xiàn)代先進製造水平的重要(yào)標誌之一。基於數控機床的汽輪機葉片的數控加工流程主要分為兩大部分完成:1)葉片的CAD的建模過程;2)數控機床的(de)加工(gōng)過程。主要加工內容為葉片的葉身型麵、葉根、葉冠及葉身與葉根(gēn)、葉(yè)冠的交接麵。目前(qián)葉片加工工(gōng)藝難點主要表(biǎo)現(xiàn)在:1)汽輪機葉片的材料一(yī)般為不鏽鋼製造,為難加工材料。常用的有1Cr13、2Cr13、2Cr12MoV等材料(liào),這些材料強度高(gāo)、韌性大、熱硬性好、加工時極易變形,加工難度大(dà)。2)葉片切削(xuē)加(jiā)工特性主要表現為(wéi):切削力大,切削變形大,切削熱大,刀片易磨損。3)葉片結構外形複雜,主要為變截麵扭曲葉片,而且葉片種類變化多樣,加工(gōng)精度要求(qiú)很高,加(jiā)工工(gōng)藝要求高。葉片機械加工工作量一般要占整台汽輪機冷加工工時(shí)的25%~40%,需要多軸(如四(sì)、五軸)聯動的數控機床來加(jiā)工(gōng)。葉(yè)片加工其工藝過程一般如下圖14所示(shì)。
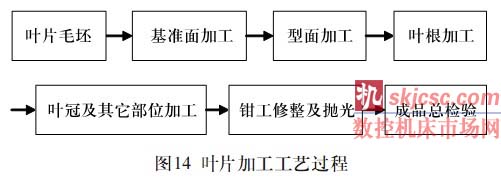
根據葉片零件圖(tú),分析葉片的具體結(jié)構(gòu),確定葉片數控加工內容:主要有葉(yè)型曲麵(內弧、背弧),進汽(qì)邊圓角、出汽邊圓角、葉根圓角、葉冠圓角等的加工。可將葉(yè)片加工分為四個大的加工(gōng)區域:1)基準麵加工區。在該區域內采用四坐標(或三坐標)臥式加工中心,同時加工出所有的基準麵,如:葉根和葉頂的(de)背麵(或背徑向麵)、葉根兩側麵、葉根端麵、內徑向麵及葉頂頂針孔等。2)汽道型麵加工區。在此區域內采用五(wǔ)坐標五聯動加工中心,一次(cì)完成整個汽(qì)道型(xíng)麵(miàn)加工,以代替(tì)在普通機床上多工(gōng)序完成(chéng)的工作,可大大提高加工效(xiào)率和質(zhì)量。3)葉根加工區。在此區域(yù)內完成葉根的加工,由於葉根(gēn)品種多、變化大,要按不同的類型采用不同的機床和(hé)銑刀型式進行加工。4)葉冠加(jiā)工區。在此區(qū)域內(nèi)采用三坐標立式或臥(wò)式加工中心加工鉚(mǎo)釘頭(tóu)、葉(yè)頂加厚截麵等部位。
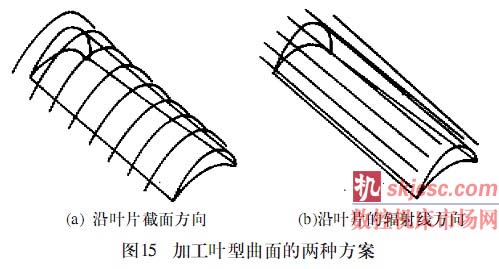
葉片數控加工應正確地選擇葉型曲麵加工方案。在數控銑床、加工中(zhōng)心上加工葉片汽道型麵時,為了避(bì)免刀具與被加工(gōng)型麵間發生幹涉,刀具一般選用球頭銑刀,葉型曲麵(miàn)加工方案常(cháng)使用兩種加(jiā)工方案:1)如圖15(a)葉片回轉加工即刀具沿著葉片截麵型線方向加工,數控機床必需增加一個轉動軸來(lái)參與聯動,加工時工件葉片回轉,刀具沿工件葉片截麵型線切削一周,橫向進刀後再切削下一周。這種方案(àn)符合(hé)零件數據(jù)給出情況(kuàng),便於加工後檢驗。由於葉型是光滑連續的曲麵,所以用一(yī)刀成形的方法,生(shēng)成(chéng)沿型線(xiàn)連續(xù)的刀具軌跡,一次加工出內弧和背弧。葉型的準確度高,葉型表(biǎo)麵加(jiā)工質量較好。但要求刀軌的步長較小,否則(zé)在加工背弧時會出現過切現象,因(yīn)此數控(kòng)程序(xù)較長,加工效率相(xiàng)對較低(dī)。2)如圖15(b)沿著葉片的輻射線(xiàn)方向加工,葉片不回轉加工即刀具沿著葉片軸線加工。這種方案加工(gōng)時每次近似(sì)沿直線加工,由於葉片型麵(miàn)在輻(fú)射方向上(shàng)的曲率(lǜ)半(bàn)徑要遠大於截麵方向,因此刀軌可采(cǎi)用較大(dà)的步長,而且一般不會出現(xiàn)過切現象,加工程序短(duǎn),切削加工的效率較高,但表麵加工質量較差(chà)。
在數控加工前,可以通過CAD/CAM軟件進行自動編程,並模擬仿真加工,這樣,可以減(jiǎn)少試加工時間,並減(jiǎn)少不必要的損失。現在葉片製造通過改進工藝,將(jiāng)去毛坯餘量工序改在(zài)普通機床上完成,縮短葉片在數控機床上的加工工時,盡量利用數控(kòng)機床加工精度高的(de)特性,完成葉片型麵的精加工工序。
3.2汽輪(lún)機葉片的數控加工編程步驟
隨著CAD/CAM技術的發展,數控自動編(biān)程技術(shù)能直接將(jiāng)零件的(de)幾何信息轉化為(wéi)數控加工程序(xù),給汽輪機葉片的數控加工程序的(de)編製帶來了(le)很大的方便。基(jī)於UG或Pro/E軟件的葉片數控加工(gōng)編程主要步驟包括如下內容:1)葉片零件三維造(zào)型;2)確定葉(yè)片數控加工工藝方案,選定數控機床、刀(dāo)具、夾具和量具等;3)刀位計算(suàn)並生成刀具運動軌(guǐ)跡;4)刀具運動軌跡加(jiā)工仿真(zhēn)、幹涉校驗和編輯,並可以將加工數據和信息生成(chéng)刀位源文件(jiàn),刀位源文件主要包括刀具信息(xī)、加工坐標係信息、刀具位置和姿態信息以及各(gè)種加工(gōng)輔助命令信息等;5)上述生成的刀位源文件還需要經過後置處理器,轉變為(wéi)機床能夠接受的(de)數(shù)控程序,通過後置處理程序將刀位文件轉換成為數(shù)控機床(chuáng)可讀(dú)的NC代碼。在交互操作過程中,在圖形方(fāng)式下(xià)交互編輯刀具(jù)路徑,生成適(shì)合具體機(jī)床的數控加工程序。
在編製數控加工程序時,本著基準統一、減少走刀次數的(de)原則,把(bǎ)葉片(piàn)葉身型麵、葉冠與葉根圓角、進、出汽邊圓角的數控加工程序(xù)編製在一起。在葉(yè)片的加(jiā)工中根據工藝的需要,一般選擇葉根的中心軸線為加工坐標係的零點。由於(yú)目前葉片葉身型(xíng)麵設計越來越複雜,精度要求越來越(yuè)高,因(yīn)此數控加工程序也越來越複雜,出現錯誤的概率也隨之增加。
通常情況下,如果加工程序(xù)編製不恰當,可能出現下列問題:1)加工方案不(bú)合理,影響加工效率;2)刀具參數(shù)設置不當(dāng),如刀具半徑選擇過(guò)大,零件加工不完全,出現大的殘留;刀具(jù)半徑選(xuǎn)擇過小(xiǎo),切削效(xiào)率較低;3)刀具與工件之間發生幹(gàn)涉或碰撞;4)刀具走刀(dāo)路線、進退刀的方式不合理;5)刀位軌跡不正確,零件外形或尺寸錯誤;6)切削參數選擇不當(dāng),如主(zhǔ)軸轉(zhuǎn)速、進給速度、步距等選擇不合適;7)加工過(guò)程中刀具與工件之間(jiān)發生(shēng)過切現象;8)零點選(xuǎn)擇不恰當,無法找到對刀(dāo)點。這些問題的出現往往會給實際零件的加工造成很多麻煩,諸如重新編製加工程序、加工後(hòu)必須打磨零件、返修零件或工裝、零件報廢和延遲(chí)產品交付等。這樣會(huì)從根本上削弱數(shù)控加(jiā)工技術的可靠性並影響其推廣應用。因此數控加工程序的(de)實現、質量、效率(lǜ)很大程度上取決於所編程序的合理性,為避(bì)免上述問題出現,可利用UG或Pro/E軟件加(jiā)工仿真(zhēn)功能,可預先(xiān)模仿加工過程(chéng),檢查是否出現上述問題,這樣在正式加工前就(jiù)可以發現問題,從而可提高加(jiā)工準備效率,縮短程序(xù)調試周期,加快生產過程。
隨(suí)著機床(chuáng)技術的發展,數控機床日益廣(guǎng)泛地應用於葉片加工。總(zǒng)之,采用數控機床進行葉(yè)片數控(kòng)加工的(de)主要優越性(xìng)表現在:1)能提高(gāo)葉片加工質量(liàng),保證(zhèng)葉片型線更接近理論葉型。一次裝夾完成多道工序,可(kě)減少裝夾(jiá)次數、基準統一,這樣不僅可提高勞動生產率,更重(chóng)要的是可減少裝夾和(hé)定位誤差,大大提高加工質量。2)能提高葉片加工效率。采用五坐標加工中心加工汽道型麵,工序集中、工裝少、效率高、精度(dù)高。3)采用加(jiā)工中心加工葉片可以完成結構更複雜的葉片加(jiā)工,如帶冠彎扭葉片等,有效的解決了采用普通機床難以保證精度的關鍵。4)降低了工人的勞動強度。
通過基於數控(kòng)機床(chuáng)的汽輪機葉片的數(shù)控加工(gōng)生產實踐證明,葉片(piàn)加工質量好,葉片加工(gōng)效率(lǜ)高,較好地解決(jué)了葉片批量生產的質量和效率問題,在生產中取得了很好的效果,這為葉片等具有(yǒu)複雜曲麵的(de)零件(jiàn)加工提供了一種(zhǒng)新的工藝方案和加工思路。
4結束語
本課題著重介紹運用Pro/E、UG等軟件對汽輪機葉片進行三維造型和數控加工編程生(shēng)成(chéng),為葉(yè)片的數字化設計製(zhì)造(包括葉片型麵的參數化設計、葉片(piàn)型麵數控編程及型麵測具設計(jì))提供強大的技術支持(chí),也為今後對汽輪機葉片動態性能及疲勞損壞形式等的CAE分析奠定技術基礎。
隨著汽輪機葉片加工要求的提高,加工誤差的分(fèn)析研究就顯(xiǎn)得越發重要,尤其是葉片加工中的變形問題。必須尋求有效的方式減少加工中(zhōng)的變形。比如,可以將機床的回轉工(gōng)作台改為雙軸同步驅(qū)動,減少單側驅動所產生的扭轉變形;加工時葉片(piàn)零件裝(zhuāng)夾方式可以由頂尖壓緊改為拉伸的裝夾方式(shì),給葉片預加拉力,減少加工中因切削力作用所產(chǎn)生的變形(xíng)等。如何減(jiǎn)少汽輪機葉片加工的(de)誤差,提高葉片的加工精度(dù),提高加工效率,獲得葉片(piàn)良好的整體性能,是一個十分有意義(yì)的研究課題。
在(zài)葉片的加工過程中正確地選(xuǎn)擇合理的加工工藝基準,確定合理的工藝流程和(hé)加工方法,設計(jì)合理可靠適用的工藝裝(zhuāng)備,研究設計嚴密可靠的測量方法,才能保證加工出合格的葉片。葉片數控加工的刀具耐用度與切削用量之間(jiān)不是單純的函數關係,必須找出其最佳組合,即優化切削用量。同時選好銑削刀具,提高切削參數,完善優(yōu)化數控程序(xù)設計,用足用好(hǎo)數控機床,充分發揮(huī)其經濟效益,為加工汽輪機葉(yè)片開創新的工藝思路。
目前葉片的(de)加工一般(bān)使用多軸(3、4、5軸)加工中心代替傳(chuán)統的加工方法(fǎ),新型五軸聯(lián)動(dòng)加工中心可以加工一般三軸數控機床所不能加(jiā)工(gōng)行或很難一次裝夾(jiá)完成加(jiā)工的連續、平滑的自由曲麵(miàn)。國產新型五軸(zhóu)聯動加工(gōng)中心的研製成功,給汽輪機葉片的數(shù)控加(jiā)工帶來了新的(de)飛(fēi)越,在汽輪機葉(yè)片的加工中得(dé)到了較好的(de)應用,葉片型麵加工工(gōng)藝(yì)得到了很大的改(gǎi)進,工藝方(fāng)法更為(wéi)靈活,提高了葉片加工生產率和加工質量,減輕(qīng)了勞動(dòng)強度,從而使我國的汽輪機葉片製造技術趕上了國際先進水平(píng),並促進電力(lì)、飛機(jī)和軍工業的發展(zhǎn),對促進經濟發展和國防建設具有重(chóng)大意義。
如果您有機床行業(yè)、企業相關新聞稿件發表,或進行資訊合作(zuò),歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








