
模(mó)架由上、下模板、導柱、導套組成。其中,上、下模(mó)板為平麵和孔係加工,保證平麵度和平行度誤差,以及安裝導柱、導套的孔與模(mó)板平麵的垂直度誤差,使模架在工作時(shí),上模座沿導柱上、下運動平穩,無阻滯現象,保證模具能正常工(gōng)作。為了保證模架的工作性能,組成模架的零件必須經過磨削加工(gōng)。如果在磨削過程(chéng)中采用(yòng)不正確的磨削工(gōng)藝,則會造(zào)成工件表麵燒傷、磨削裂紋、磨削痕(hén)及產生磨削應力,致使後續工序及模具在服役期間的機械疲勞、冷(lěng)熱疲勞產生裂(liè)紋,嚴重影響模具的使用(yòng)壽命。以下針對磨削模架出現的問題提出一些解決方法。
1 磨削加工的解決方(fāng)法
磨削加工(gōng)是指用砂輪或磨料在機床上,對(duì)工件表麵進行切削,使之形(xíng)狀(zhuàng)尺寸達(dá)到相應技術要求的過程。磨削的機械零件有很高的尺寸精度和很細的表(biǎo)麵粗糙(cāo)度。隨著機械製造的精(jīng)度提高,一個國家的磨(mó)削加工工藝水平往往反映了國家(jiā)機械製造水平。磨削加工與其(qí)他(tā)切削加工相比,有以(yǐ)下特點(diǎn):
(1)能加工硬度很高的材(cái)料,如淬(cuì)硬鋼、硬質(zhì)合金、玻璃、陶瓷等;
(2)能獲得很高的加工精度和(hé)很小的表麵粗糙度。
組成砂輪的砂粒幾(jǐ)何(hé)形狀不規則,多數砂粒呈負前角,且磨削速度高,工(gōng)件材料硬,因此在磨削過程中產生(shēng)大量的切削熱,使磨削溫度升高。故磨削需要進行充分的冷(lěng)卻潤滑,以提高加工表麵的質量(liàng)和生(shēng)產效率。
磨削加工一般是粗加工或(huò)半精加工後的最(zuì)後一道工序,故磨削加工往往在很大程度上影響著機械產品的質量。為了達到模具(jù)的尺寸精度和(hé)表麵粗糙度等要求,有(yǒu)許多模具零件必須經過外圓磨削加工。
外圓磨床主(zhǔ)要用於各種零(líng)件的外圓加工(gōng),如圓形凸模、導(dǎo)柱、導套和頂杆等零件的外圓磨削(xuē)。其加工方式是以高速旋轉的砂輪和(hé)低速旋轉(zhuǎn)的工(gōng)件(jiàn)進行磨削,工件相對於砂輪作縱向往複(fù)運動。外圓磨削的尺(chǐ)寸精度可達IT5—IT6,表麵粗糙度值Ra 為0.2 ~0.8 μm,若采用高光潔磨削工藝,表麵粗(cū)糙度。值(zhí)可達0.025 μm。磨削加工—般既可以用於零(líng)件的粗加工又可以用於零件的精加工,是外圓表麵精加工的主要加工方法(fǎ),特別適用(yòng)於淬(cuì)硬性(xìng)材(cái)料的粗、精加工。
外圓磨削用砂輪(lún)的外圓周麵來磨削(xuē)工件的外回轉表麵,如圖1 所示。其不僅能加(jiā)工圓柱麵,還(hái)能加工圓錐麵、端麵(miàn)(台階部分)、球麵和特殊形狀的外表麵等。這種磨削方式按照不同的(de)進給方向又可分為縱磨法和橫磨法兩種形式。同時隨工作台沿工件(jiàn)軸向(xiàng)作縱向進給運動。每單次行程或每(měi)往(wǎng)複行程終了時(shí),砂輪作周期性(xìng)的橫向進給,從而逐(zhú)漸磨去工件(jiàn)徑向的全部(bù)磨削餘量。采用縱磨(mó)法時,每次的(de)橫(héng)向進給(gěi)量小(xiǎo),磨(mó)削力小,散熱條件好,並(bìng)且(qiě)能以光磨的次(cì)數來提高工件的磨削精度和表麵質量,因而加工品質高,是目(mù)前(qián)生產中使用最廣(guǎng)泛的一種磨削方法。
當采用橫磨法磨削外圓時(shí),砂輪寬度(dù)比工(gōng)件的磨削寬度大,工件不需要作縱向進給運動,砂輪以緩慢(màn)的速度連(lián)續或斷續地沿工件徑(jìng)向作(zuò)橫向進給運動,直至達到工件尺寸要求為止。橫磨法因砂輪寬度大(dà),一次行程就可完成磨削加工(gōng)過程,所以加(jiā)工效(xiào)率高,同時它也適用(yòng)於成形磨(mó)削。然而,在磨削過程中砂輪與工件接觸麵積大。磨削力大,必須使用功率大、剛性好的(de)磨床(chuáng)。此外,磨削熱集中、磨削(xuē)溫度高,勢必(bì)影響(xiǎng)工件的表麵質量,必須給(gěi)予充分的切削液來降低磨削溫度。

1.1 模架(jià)的技術要(yào)求
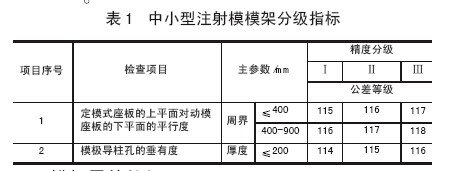
模(mó)架是用來安裝或支承成形零(líng)件和其他結構零件的基礎,同時還要保證動、定模上有關零件的準確(què)對(duì)合(hé)(如凸模和凹模),並避免模具零件間的幹涉。因此,模架組合後其安裝基準麵應保持平行(háng),其平行度公差等級如表1 所示。導柱、導(dǎo)套和複位杆等零件裝配後要運動靈活、無阻滯現象。模具主要分型麵閉合時的貼(tiē)合間隙值應符合下(xià)列要求:I 級精度模架為0.02 mm,Ⅱ級精度模架為0.03 mm,Ⅲ級精(jīng)度模架為0.0 4 mm。
1.2 模(mó)架零件的加(jiā)工
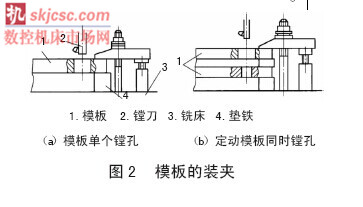
若從零件結構和製(zhì)造工藝考慮,圖2 所示模架的基本組成零件有三種類型:導柱、導套及各種模板(平板(bǎn)狀零件)。導柱、導(dǎo)套(tào)的加工主要是內(nèi)、外圓柱(zhù)麵(miàn)加工,適用於不(bú)同精度要求的內、外圓柱麵的各種(zhǒng)工藝方法、工藝方案及基準選擇等在衝模模架的加工中已經講到,這裏不再重述。支(zhī)承零件(各種模板(bǎn)、支(zhī)承板)都(dōu)是平板狀零(líng)件,在製造過程中主要進行平麵加工,在平麵加工中(zhōng)要特別注意防止變(biàn)形,保證裝配時有(yǒu)關結合平(píng)麵的(de)平麵度和平行度要求。
在粗加工後,若模板有彎曲變形,則在磨削加(jiā)工時電磁(cí)吸盤會把這(zhè)種(zhǒng)變形矯正過來,而在(zài)磨削後,加工表(biǎo)麵的形狀誤差並不會得到矯正。為此,應在電磁吸盤未接通(tōng)電流時,將適當厚度的墊片墊人模板與(yǔ)電磁吸盤間的間隙(xì)中,再進行磨削。上、下兩(liǎng)麵用同樣的方法交(jiāo)替進行,可獲得(dé)0.02 mm(300 mm2 尺寸內)以下的平麵度公差值。若需要(yào)精度更高的平麵,應采用(yòng)刮研的方法加工。
為了保證動、定模板上導柱、導套安裝孔的位置精度,根據實際加工條(tiáo)件,可采用坐標鏜床、雙(shuāng)軸坐標鏜床或數控坐標鏜(táng)床進行加工。若無上述設備且精度要求較低,也可在臥式(shì)鏜床或銑床上,將動、定模板重疊在一起,一次裝夾,同時鏜出相應的導柱和導套的安裝孔。在對模板(bǎn)進行鏜孔加工時,應在模板(bǎn)平麵(miàn)精加工後以(yǐ)模板的(de)大平麵及兩相(xiàng)鄰側麵作定(dìng)位基(jī)準,將模板放置在機床工作台(tái)的等高墊鐵上且各等高墊(diàn)鐵的高度應嚴格保持一致,對於精密(mì)模板,等(děng)高墊鐵的高度差應小於3 μm。工作台和等高墊鐵應用(yòng)幹淨的布擦拭,徹底清除切屑和粉末。模板的(de)定位麵應用細油石(shí)打磨,以去掉模板在搬運過程中產生的劃(huá)痕。在模板(bǎn)大致達到(dào)平行後,將其輕輕夾住,然後以長度方向的前側麵為基準,用百分表找正後將其壓緊,最後(hòu)將工作台(tái)再移動一次,進行檢驗並加以確認。模板用螺栓加墊圈緊固(gù),壓板的著力點不應偏離等高墊鐵中心,以免模板產生變形,如圖2 所示。
2 導套內(nèi)孔直線度的保證
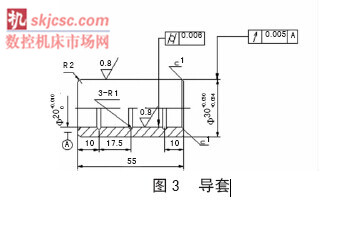
導套內孔為通孔(如圖3 所示),用縱磨法磨削(xuē)通孔(kǒng)時,為了保證導套孔的直線度,就要調整好砂輪超越孔口的長度(砂輪要露出工件表麵的長度)。砂輪超越長度如果太小,則孔的兩端(duān)孔口磨削時間太短,磨去的金屬層比孔的中間部(bù)分要少,孔的母線(xiàn)易產生(shēng)中凹現象;如果中凹太長,砂輪寬(kuān)度大部分超越孔口,由於此時磨削力明顯減小,接長軸的彈性變形得到恢複,在兩端孔口磨去的金屬層就增加,特別是直徑較小的孔尤為(wéi)顯著,工件母線(xiàn)產生“喇叭口”。因此,砂輪超越孔口的長度一般取砂輪寬度的三分之一到二分之一(yī)。
3. 提高導套內孔磨(mó)削效率的方法
導套磨量過大,且經過熱處理後產生較大的變形,導致磨削時間過長,影響加工效率。可采取以下措施提高磨削效率(lǜ):
(1)改變以往用百分表校正外圓的做(zuò)法,用卡盤(pán)預夾導套後,用百分(fèn)表校正導套內(nèi)孔,這樣可使磨削量減少(shǎo)一些。
(2)為了減(jiǎn)少磨削時間,導套(tào)內孔完全磨(mó)光、調好錐度誤差在合格範圍內即可,後麵再用(yòng)導柱來配磨內孔。因為導套孔徑較小(xiǎo),用眼睛觀察無法知道是否磨(mó)光,可(kě)以把機床停下後(hòu)退出砂輪,用手摸,通過感覺來確(què)定其是否磨光。
(3)調整工作(zuò)台錐(zhuī)度誤差時,不(bú)用把整個孔壁全部磨光,隻要直徑方(fāng)向有2/3 磨光(guāng)(保證測量(liàng)時內徑量表的測量頭接觸到的是已(yǐ)經磨光的表麵) 且(qiě)占長度(dù)方向1/3 左右(yòu)即可測量。
(4)調整工作台時可以按導套全長(zhǎng)的調整倍數約為5 倍來調整,即導(dǎo)套全長上的誤差為0.01 mm時,工(gōng)作台調整量為0.05 mm。
4 磨削導套外圓應注意的問題
磨導(dǎo)套外圓麵時,事先測量好模板上所配孔的大小和導套外徑的尺寸,了解其加工餘量,按導套外徑的大小來配合好哪一個導套配哪(nǎ)一個模板孔(kǒng),先(xiān)配(pèi)磨孔大(dà)的再配磨孔小的,這樣就可避免導(dǎo)套留磨量不夠而配不上模板較大的孔。然後,再按導套孔的大小排序,孔徑最小的一個導套事先按孔徑配磨好一根心軸,心軸長度比導套稍(shāo)長即可,兩頭有0.02 ~0.04 mm 的錐度誤差,大頭(tóu)的尺寸要比導套的大頭稍(shāo)大一些,讓(ràng)心軸剛好能套緊(jǐn)導套內孔,再磨導套外圓表麵至能和模板上的孔配好(hǎo),該配合為過盈配合(hé),過盈量取0.02 ~ 0.04 mm。接著再把心軸磨至和次小的導套內孔配緊來磨導套外圓麵,依次類推(tuī)。這樣用(yòng)一根(gēn)心軸(zhóu)即可磨完(wán)所有導套的外圓麵。
5 導柱(zhù)配合精度(dù)的(de)保證
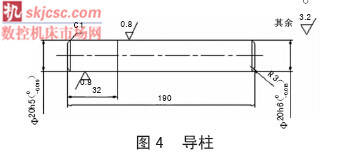
在磨削導柱時(如圖4 所示(shì)),先測量(liàng)好每(měi)一根導(dǎo)柱的外徑,了解其(qí)加工餘量(liàng),按導套孔的大小來配(pèi)合好哪一根導柱配哪一個導套,先配磨孔大(dà)的再配磨孔小的(de),這樣就可避免導柱留磨量不夠(gòu)而配不上(shàng)導套較大的孔(kǒng)。導(dǎo)柱磨到直徑方向有2/3 磨光(保證測量時(shí)外徑千分尺的測量頭接觸到的是已經(jīng)磨光的表麵)且占長度方向1/3 左右即可測量,工作台的(de)調整倍數約為3 倍,即導柱全長誤差0.01 mm,工作台調整量為0.03 mm。磨到外徑比孔徑(jìng)大0.01 ~ 0.02 mm時就拿出來配,該(gāi)配合為間隙配合,但配合不能太鬆,以免影響配(pèi)合精度(dù)。配合時注意用(yòng)導套較大的一頭先套到導(dǎo)柱上,如果配不上把導柱重新裝上工作台再每次磨0.01 mm,直到剛好能配上(shàng)為(wéi)止。
6 結束語
綜上所述,這些方法(fǎ)是行之有效的。縮短了模架的導(dǎo)柱、導套磨削時間,降低了勞動強度,提(tí)高了加工質量。避免了因配合精度達不到要求而造成材料的(de)浪費,為企業節約了時間與金錢(qián)。
如(rú)果您有機床行業、企(qǐ)業相關新聞稿件發(fā)表(biǎo),或進行資(zī)訊合作(zuò),歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com








