
1 引言
在各種機械中,齒輪機(jī)構是用來傳遞任意(yì)兩(liǎng)軸間的運動(dòng)和動(dòng)力的,而且(qiě)傳(chuán)動平(píng)穩可靠,效率也高,所以是一種廣泛應用的(de)傳動機構。齒條是齒輪機構的一種特殊型(xíng)式,因為當齒輪的齒數增大到無窮多時,其圓心將位於無窮遠處,這時齒輪的頂圓、分度圓、根圓、基(jī)圓等圓周均變為直線,漸開線齒廓和螺旋線也變成直線(xiàn)齒廓。這種齒數(shù)為無窮(qióng)多的齒輪的一部分就是齒條,齒輪和齒條齧合可以將圓周(zhōu)運動和直(zhí)線運動相互轉換,這一特性使齒輪機構應用的更加廣泛(fàn)。
齒條的齒距是πm,因為π 是無理數,而齒條的模數(shù)是(shì)GB/T1357-1987 規定的,是有理數。πm 必然是無(wú)理數。加工中進給量含有(yǒu)不循環小數,齒條一(yī)般在銑床、插床等設備采用仿形法加工,對於(yú)齒條(tiáo)的齒距來說,利用設(shè)備(bèi)原有的進給刻度控製齒(chǐ)條的齒距誤差是比較大的,由於存在不循環小數,因此操(cāo)作比較困難。
本文主要介紹一種利用分度盤進給(gěi)法提高齒條(tiáo)齒距加工精度的方法。
2 分度盤傳動機構
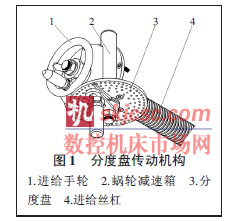
圖1 為分度盤傳動機構,是由進給手輪(lún)1、蝸輪(lún)減速箱(xiāng)2、分度(dù)盤3、進給絲杠4 等部分組成。采用蝸(wō)輪減速(sù)箱的原因是:蝸輪減速箱的結構緊湊,且具有利用蝸輪和(hé)蝸杆的自鎖性能,可保證(zhèng)加工的(de)平穩性。
3 原理
分度盤固定(dìng)在蝸輪(lún)箱(xiāng)體上靠近蝸杆輸入端,絲杠與工作台絲母聯接,帶動工作台移動,完成進給。絲杠與蝸輪通(tōng)過離合器聯接,當(dāng)離合器聯接時,絲杠和蝸輪固定;當(dāng)離(lí)合器脫開時,絲(sī)杠和蝸輪分離,進給手輪1 與進給(gěi)絲杠直聯,離(lí)合器采用單導向平鍵(jiàn)聯接,為(wéi)了確保(bǎo)進給手輪(lún)1 隻能轉整(zhěng)數圈,即絲杠的整數螺距,小於絲杠螺距部分由分度盤進(jìn)給完成,因為把(bǎ)絲杠螺(luó)距(jù)分成(chéng)zi 份,加上分度盤上定位銷的定位作用,提高進給精度,故有效地提高齒條的齒距精度(dù)。
當齒條(tiáo)的模數較大時,超過進(jìn)給(gěi)絲杠(gàng)的螺距,此時使用進(jìn)給(gěi)手輪(lún)進給,離合器脫(tuō)開,絲(sī)杠(gàng)和蝸輪分離,旋轉進給手輪(lún),進給手輪隻能旋(xuán)轉整數圈數,即進給絲(sī)杠的螺距乘以(yǐ)進給手輪旋轉的圈(quān)數,其餘進給量使(shǐ)用分度盤(pán)來進給,合上離合(hé)器,絲(sī)杠與蝸輪聯接,旋轉分度盤上的手輪,進給小於絲杠螺距(jù)的進給量。齒條螺距和進(jìn)給手輪及分度(dù)盤進給的關係(xì):
![]()
N-進給手(shǒu)輪旋轉圈數;N′-分度盤輪旋轉圈數;z-分度盤使用圓周孔總(zǒng)數(shù);m-模數;n-分(fèn)度盤使用圓周(zhōu)轉過的(de)孔數;t-進給(gěi)絲杠螺距;i-蝸輪箱的傳動比。
當齒(chǐ)條的模數m 較(jiào)小時,小於進給絲杠螺距,此時合上離(lí)合器,絲杠與蝸輪聯(lián)接,旋轉分度(dù)盤上的手輪,進給相應進給(gěi)量。齒條螺距和分度盤進給的關係如下:
![]()
4 加工誤差分(fèn)析
采用普通進給手輪進(jìn)給時(shí)由於絲杠的螺距比較大,如X62W 型臥(wò)式萬能(néng)銑床,它的進給絲(sī)杠螺距是6mm,普通進給手輪轉一圈工作台要走6mm,沒有定位裝(zhuāng)置隻有刻(kè)度線,每小(xiǎo)格為0.05mm,齒距誤差不小於±0.025mm。加上齒距的數值為無理數,控製很難,容易出錯。采用分度盤(pán)進給法後由於把絲杠螺(luó)距分(fèn)成(chéng)zi 份,而且每(měi)份在分度盤上的弦長較(jiào)大,采用撥叉粗定位,利用圓柱銷精確定位(wèi)。由於采用定位(wèi)裝置,加工誤差為(wéi)±0.025/i,理論上采用分度盤進給法加工齒條的(de)齒距誤差是(shì)采用普通進給手輪進給法加工誤差的1/i,在實際加工中齒條齒距誤差要小於1/i。
5 結語
分度(dù)盤進給法采用離(lí)合器裝(zhuāng)置,對(duì)於齒距較大的齒條縮短了(le)齒距進給的操(cāo)作時(shí)間,是一種結構簡單、進給量(liàng)控製精(jīng)確的進(jìn)給方法。分度盤進給法能精確保證齒(chǐ)距(jù),為了保(bǎo)證進給精度,就要求蝸輪蝸杆的傳動(dòng)精(jīng)度比較高,傳動間(jiān)隙比較小;同時分度盤的(de)加工精度要(yào)求比較高(gāo)。采用分度盤進給法(fǎ)後齒距(jù)誤差大大(dà)小於不采用分度盤進給法的誤差,並且有效地提高了生產率。
如果您有機床行業、企業相關新聞稿件發表,或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








