
現代(dài)製造技(jì)術(shù)的發展突飛猛進, 一批又一批的高速數控機床應運而生。它不僅要求有性能卓越的(de)高速主軸, 而且也(yě)對進給係統提出了很高的要求: ( 1) 最大進給速度應達到40 m/ min 或(huò)更高; ( 2) 加速度要高,達到1 g 以上; ( 3) 動態性能要好, 達到較高的定位精度。
高速滾珠絲杠副是(shì)指能適應高速化要求( 40 m/min 以上) 、滿足承載(zǎi)要求且能精密定位的滾珠絲杠副, 是實現數(shù)控機床高速化首選的傳動與定位部件。北京機床研究所在承(chéng)擔/ 九五0國家重點科(kē)技攻關項目/ 高速滾珠絲杠副測(cè)試(shì)技術及裝置的(de)開發研究0時, 對高速滾珠絲杠副的結構、性(xìng)能、製造技術、測量技術等進行(háng)了研究, 並取得了階段性成果。該項研究成(chéng)果榮獲中國機械工業科學技術進步(bù)三等獎。
1 高速滾珠絲杠副的結構設計
滾珠絲杠副的驅動速度(dù)V = Ph @ N (Ph 為導程, N 為絲杠轉速) , 因此提高驅動速(sù)度的途徑有兩條: 其一是提高絲杠的轉速, 其二是采用大導程。提高轉速N 受d0#N 值的製約( d 0為(wéi)滾(gǔn)珠絲杠的(de)公稱直徑) 。國際上一般d0#N [ 70 000。據日(rì)本NSK 公司介紹:該公司已將d 0#N 值(zhí)提(tí)高到153 000。N 增大時, d 0必須減小, 且過(guò)分提高轉(zhuǎn)速(sù)會引起絲杠發熱、共振等問題(tí); d 0太小也會造成係統(tǒng)剛性差、易變形、影響加工(gōng)精度, 且(qiě)目前伺服電動(dòng)機的最高轉速僅到4 000 r/ min。
導程Ph 過大時, 不僅增加了滾珠絲杠副(fù)的製造難度,精度難以提高, 降低了絲杠副承載, 而且也增加了伺服電動機的起動力矩。因此, 設計高速滾珠絲(sī)杠副(fù)時要合理選擇絲杠副的轉速N 、公稱直徑d 0與導程Ph 。
數控機床常用的(de)滾珠絲杠副結構為: 外循環插管式、內循環(huán)反向器式。由於高速滾珠絲杠副的導程較大, 如(rú)用內循環結構, 反向器尺寸較長, 承(chéng)載的鋼球數減少, 且鋼球(qiú)高速時(shí)流暢性差, 是不適合的; 而外循環插管式(shì)結(jié)構簡單, 承載能力(lì)大, 不受導程的限製。因此, 被選作高速滾珠絲杠副的結構。
外循環滾珠絲(sī)杠副的預(yù)緊方式主要有三種(zhǒng): 增(zēng)大鋼球直徑、變位導程和墊片。各預緊方(fāng)式的特點見表1。
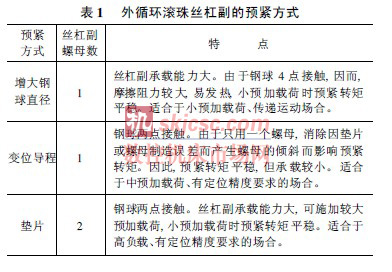
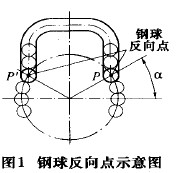
根椐高(gāo)速滾珠絲杠副的特點, 選(xuǎn)用單螺母變位導程預緊結構比較合適。但在結構設計時, 應注意(yì)以下幾點: ( 1) 導程的選擇(zé)。為了提高(gāo)絲杠副驅動速度, 一般需增大絲杠副導程, 常用絲杠副導程取絲杠直徑的1/ 3~ 1/ 2。( 2) 為了增加承載,選用多頭螺(luó)紋, 以提高絲杠副承載能力。( 3) 滾(gǔn)珠絲(sī)杠副在高(gāo)速時產生的噪聲主要來自鋼球在導珠(zhū)管進出口( 見圖1P 、Pc點) 處的碰撞。因此(cǐ), 在循環過程中鋼球的反向點(diǎn)設計(jì)是非常重要的 ( 見圖1) , 要合理選取反向角A。
2 高速滾珠絲杠副的測試技術
測量和製造是密不可分的, 沒有測量, 產品質量就沒有保證。北京機床研究所(suǒ)自研究生產(chǎn)絲杠開始, 就著手研製絲杠測量儀器。並(bìng)先後研製成功了(le)/ JCS-014 兩米激光絲杠導程(chéng)誤差(chà)檢查儀( 以下簡稱JCS-014) 0、/ JCS- 040 三米激光滾珠絲杠副行程(chéng)誤差測量儀( 以下簡稱JCS- 040) 0、/ LJY10 滾珠絲杠副動態預(yù)緊轉矩測量儀( 以下簡稱LJY10)0。這些(xiē)儀器(qì)均采用了(le)高精度的傳感器和現代(dài)化的測試手段。其數據處理遵循的標(biāo)準是: GB/ T 17587. 3 ) 1998 滾珠絲杠副驗收條(tiáo)件及驗收檢驗。國內絲杠生產(chǎn)廠家主要使用以上(shàng)儀器。北京機床所生產的滾珠(zhū)絲杠副都是在這些儀器上(shàng)進行檢測的。通過對測量結果進(jìn)行分析, 提出質量反饋意見, 促(cù)進建立穩定可靠的工藝係統, 從而提高產品質量和生產率。北京機床所出口的滾(gǔn)珠絲杠副檢測(cè)結果也得到了國外有關(guān)公司(sī)的認(rèn)可。
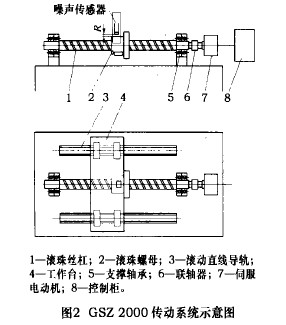
為了對滾(gǔn)珠(zhū)絲杠副進行高速(sù)試驗, 北京機床所專門研製成功了GSZ 2000 高速滾珠(zhū)絲杠副綜合測試裝置( 見圖2) 。用於測量滾珠絲杠副在(zài)高速時的性(xìng)能) ) ) 定位精度、噪聲和溫升, 測量絲杠最大長度為2 200 mm, 工作台移動(dòng)速(sù)度可達60 m/ min 以上。該測試裝置配置了日本三菱公司的高分辨率的單軸數控係統, 其中交流伺服電動機的額定功率為2 kW, 額定轉速(sù)為(wéi)3 000 r/ min, 電動機端編碼(mǎ)器輸出的脈衝數為100 000/ r。
采(cǎi)用了德國HEIDENHAIN 精密長光柵副作為定位精度的測量基(jī)準, 其測量分辨率為012 Lm; 采用6個PN 結溫度傳感器, 分別測量(liàng)螺(luó)母、絲杠、前軸承座、後軸承座、光柵和空氣的溫度, 其測量分辨(biàn)率為0. 1e ; 采用智能聲級計測量滾珠絲杠副噪聲的(de)聲壓級, 其測量分辨率為(wéi)0. 5 dB。
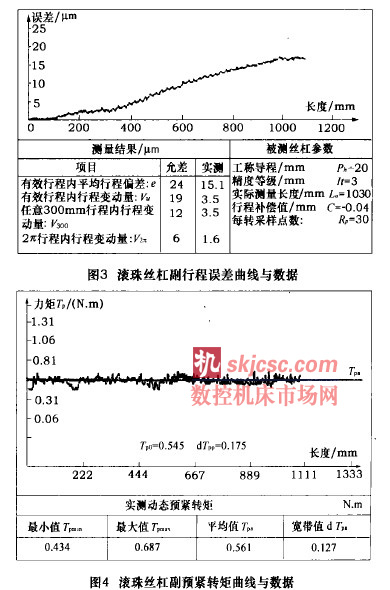
下麵介紹高速試驗情況, 被測滾珠絲杠副的參數見表(biǎo)2。在/ JCS- 0400上測量結果見圖3, 在/ LJY100上測量結果見圖4。
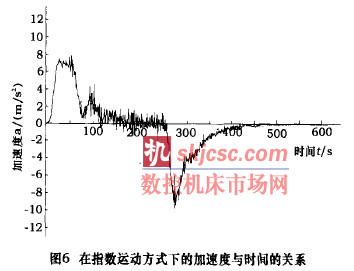
( 1) 動態測試利用GSZ 2000 裝(zhuāng)置(zhì)上的長光柵(shān)傳感(gǎn)器進行動態(tài)采數, 可以檢查運動速(sù)度的平穩性及加速(sù)度(dù)的躍升與過(guò)衝( 參見圖5、6 ) 。設$S 為在(zài)時間(jiān)$t 內(nèi)位移(yí)的變化量, 則: 運動的速度V = $S / $t , 加(jiā)速度a= $V / $t , 這(zhè)裏取$t = 1/ 640 s。
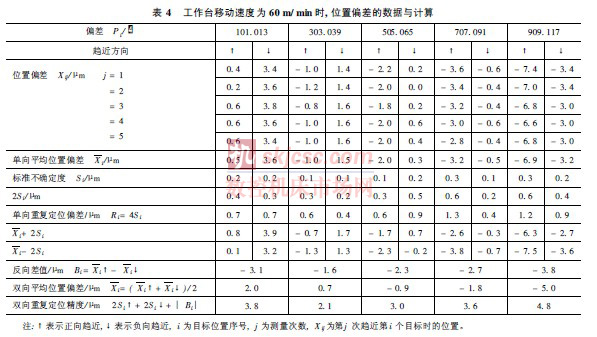
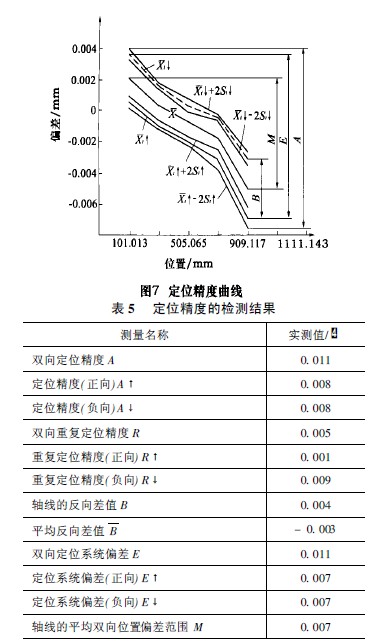
( 2) 定(dìng)位精度測量 對高速滾珠絲杠副(fù)定位精度評(píng)價的標準是(shì): GB/ T 17421. 2- 2000 在表3 的測(cè)試條件(jiàn)下, 測量結果見表4、表5 和圖7。
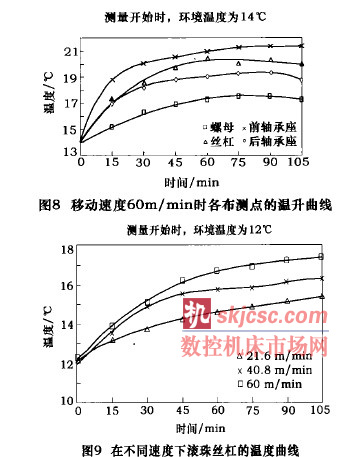
( 3) 溫升測試 測量(liàng)結果見圖(tú)8、9。

3 總結
通過對高速試驗與研究(jiū)分析, 我們對滾珠絲(sī)杠副在(zài)高速時的定位精度(dù)、加速(sù)度、溫升(shēng)、振動和噪聲等有了更進一(yī)步的了解。並根據這些(xiē)測試結(jié)果對高速(sù)滾(gǔn)珠絲杠副的結(jié)構及工藝進行了改進(jìn), 取(qǔ)得了一(yī)定(dìng)的效果。
目前試製的滾珠絲(sī)杠副(fù)的d 0#N 值可達120 000, 快移速(sù)度可達60 m/ min, 加速度可達1 g。其中規格為: 直徑(jìng)<40 mm、導程16 mm 的滾珠絲杠副已被應用到我(wǒ)所生(shēng)產的KT 1300V 立式加(jiā)工中心上, 其快移速度達48 m/ min 時, 定(dìng)位精度也能滿足數控機床的要求。
由於我(wǒ)們對高速(sù)滾珠絲杠副的研究時間還不長,還有大量的試驗需要做。通過試驗積累經驗, 為製造高質量的高速滾珠絲(sī)杠(gàng)副奠定基礎。
如果您有機床行業、企(qǐ)業相關新聞稿件(jiàn)發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








