
薄壁軸瓦剖(pōu)分(fèn)麵(miàn)磨削工序中,要保證磨完軸瓦裝配後仍能(néng)保持圓度、圓柱度的公差(chà)要求,采用普通加工方法(fǎ)在平麵磨床上(shàng)加工剖分麵(miàn)時會出現裝夾(jiá)困難、軸瓦變形的問題(tí)。作者根據車間實際情況摸索出一(yī)套防(fáng)止薄壁軸瓦剖分麵磨削變形及測量的方法。
1 變形(xíng)的原因(yīn)
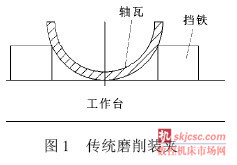
薄壁軸瓦剖分麵磨削時,軸瓦外圓與磨床工作台線接觸,單靠工作台電磁吸力無法固定軸瓦,往往(wǎng)使用左右兩塊(kuài)擋鐵輔助固定(dìng),如(rú)圖1 所示。但由於磨削加工開始後,磨床砂輪(lún)往複移動以及切削時的壓緊力會導致軸瓦擺(bǎi)動,砂輪(lún)壓緊力還(hái)會導致軸(zhóu)瓦剖分麵張開變形,且對(duì)於軸瓦最終成(chéng)型尺寸無法進行精確的測量。
2 防止(zhǐ)變形的方法
采用輔具進(jìn)行加工,配合對應的測量方(fāng)法即可消除變形、提高精度。輔具裝夾效果見圖2。
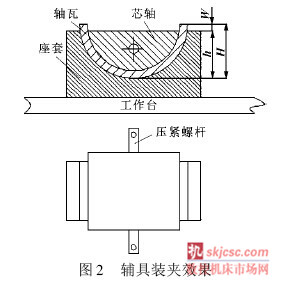
采用座套(tào)與芯軸配合壓緊螺(luó)杆將軸瓦固定平穩,通過(guò)計算軸瓦(wǎ)剖分麵相對於座套上表麵距離,利用橫杆加兩個百分表的相對測量(liàng)方法進行檢(jiǎn)測。
3 解決方案
加工軸瓦座(zuò)套時,上下(xià)兩(liǎng)麵采用(yòng)磨床加工(gōng),保證其平行度要求,座套孔采(cǎi)用鏜(táng)床加工,座套孔弦高(gāo)h應略小於待加工軸瓦外徑,一般取小於2 mm 左右,方便進行軸(zhóu)瓦剖分麵磨削。軸瓦安裝於座套後,軸瓦剖分麵外伸處距離座套2 mm 左右,該(gāi)參數應合理(lǐ)選擇,外伸過(guò)高(gāo),外伸部分(fèn)不(bú)能得到有效支撐,強度變低,易出現變形。芯軸(zhóu)直徑應(yīng)略小於軸瓦內徑,一(yī)般(bān)取小於0. 5mm 左右,安裝時(shí)還(hái)須在芯軸與軸瓦(wǎ)內孔(kǒng)表麵之間墊一層紙,防止芯軸壓潰,損壞軸瓦內孔的已加工好的巴氏(shì)合金(jīn)表麵。
采用座套及芯軸輔具(jù)進行軸瓦(wǎ)剖分麵磨削加工時,加工工藝用量方(fāng)麵,磨削量過多軸瓦裝配時沿剖分麵方向直徑變長,成為橢圓,磨削(xuē)量過少,則達不到取出雜質及汙漬的(de)作(zuò)用。為方便測(cè)量,軸瓦加工完成尺寸應為W = ( H - h) ± 0. 05,此處W 為(wéi)軸(zhóu)瓦剖(pōu)分麵最終外伸高度,H 為軸瓦安裝時外徑尺寸,h 為座套孔實(shí)際測量弦高。
4 效果及展望
對於(yú)薄壁軸瓦剖分麵磨削(xuē)加工,分廠在使用內外支撐的輔具(jù)及采用(yòng)相(xiàng)應的測量方法(fǎ)後,薄壁軸瓦的張(zhāng)開變形情況完全被消除(chú),零件尺(chǐ)寸精度及(jí)合格率大幅提(tí)高。由於(yú)減少了相應的準備工時,加工效率得到較高提升。該方法還(hái)可應用於其他薄壁類零件的磨削(xuē)加工中,有較大的推廣價值。
如(rú)果您(nín)有機床行業(yè)、企業(yè)相關新聞稿件發(fā)表,或進行資訊合(hé)作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








