
1 目前夾具設計概況
機械加工過(guò)程中,夾具是必不可少的工(gōng)藝設備。其(qí)作用是正確確定工件與刀具間的相對位置,並將工件(jiàn)牢固地夾緊,使用夾具可以有效地保證工件的加工質量,擴大機(jī)床的工藝範圍。因此夾具在機械製造中占有重要的地位。隨著(zhe)國民(mín)經濟的發展,這些年數(shù)控機床、加工中心、成組技(jì)術、柔性製(zhì)造係統(FMS)等新加工技術的應用,對夾具有了新的要求:①能夠方便地投入使用在新產品加工(gōng)中,以降低生產(chǎn)成本(běn);②能夠裝夾相似結構的零件;③能夠達到精密加工的(de)機床夾具;④能夠符合各種現代製造的技術;⑤提高夾具的標準化程度。
本文基於(yú)一個簡單軸類零件設計銑床的專用夾具,介紹機床夾具的一些最基本的作用、分類及特點,針對軸套類銑床夾具的定位方案、夾緊裝置、對刀裝置(zhì)進行結構設計與分析。對夾具(jù)知識的一個實例應用(yòng)進行淺析,供教學的簡單(dān)參考。
2 夾具設計原則和零件工藝分析
專用夾具的針對(duì)性很強,隻為了加工某一工件(jiàn)某一工序而專門設計和製造的(de)夾具。此類夾具沒有通用性(xìng),所以常應用於大批量生產中,可獲得較高(gāo)的生產率(lǜ)和加工(gōng)精度。但是專用夾具的設(shè)計製造周期(qī)較長,隨著現代多品種,中、小批生產的發展,專用夾具的適應性和經濟性等方麵也是現在製造中考慮的解決問題。
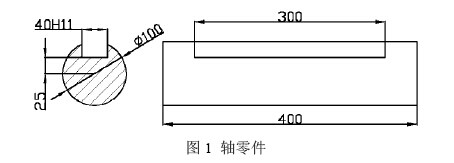
本設(shè)計中針(zhēn)對在長為400mm, 100h6 的長軸如圖1 所示上銑鍵(jiàn)槽:長300±0.4mm,寬40H11mm,深度25mm,為這一道工序設計一個(gè)銑床(chuáng)專用夾具。在銑鍵槽前其他表麵均已加工好,本工序的加工(gōng)要求是:鍵槽寬40H11,槽側麵對(duì)100h6 軸線的對稱度為0.10mm,平(píng)行(háng)度為0.08mm,槽深控製尺寸為75mm,鍵槽長度為300±0.4mm。
3 夾具結構設計
根據零件加工要求(qiú)分析,銑鍵槽時在機床上定位應限製五個自由(yóu)度才能保證加工。此類長軸零件形狀規則,以工件的外(wài)圓在長V 形塊上定位,限製Z 方向、Z 旋轉、X 方向、X 旋轉4 個(gè)自由度,以工件的(de)端麵在止推銷上(shàng)定位,限製Y方向自由度。這道工序比較(jiào)簡單,可(kě)以在銑床主軸上安(ān)裝兩把直徑相等的銑刀,同時(shí)對兩個工件銑鍵槽,每進給一次,即能得到兩個均已加(jiā)工好(hǎo)鍵槽的工件,提高加工(gōng)的效率。這種結構形式稱為雙工位銑床夾(jiá)具。
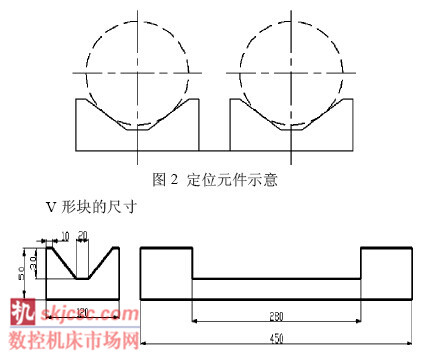
(1)定位方案的設計。定位元件是夾(jiá)具的重要組成部分之一,主要功能是使工件在夾具中占據正確的位置。這工件以100h6 外(wài)圓在V 形塊上定位,端(duān)麵加(jiā)止推銷(xiāo),如圖2 所示。
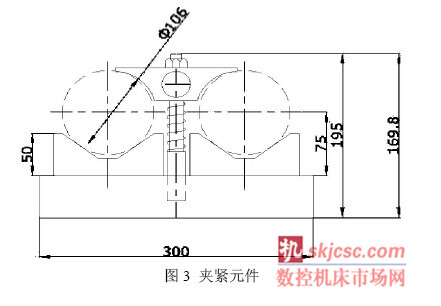
(2)夾緊方案的設計。夾緊裝置也是夾(jiá)具的主要組成部分之一,其作用是將工件壓緊夾牢,保證工(gōng)件在加工過程(chéng)中受到外力時不離開已經占據的正確位置。根據夾緊力的方向應朝向主要限位麵以及作用點應落在定位(wèi)元件的(de)支承(chéng)範圍內的原則。這裏采用壓板固定工件,如圖3 所示。鉸鏈壓(yā)板的(de)兩個弧形麵的曲率半徑應大於工件的最(zuì)大半徑(jìng)。因為批量不是很大,這(zhè)裏采(cǎi)用手動夾(jiá)緊。下麵那端為螺紋端,上麵(miàn)那端可通過內六(liù)角扳手轉動對夾具進行(háng)裝(zhuāng)夾。
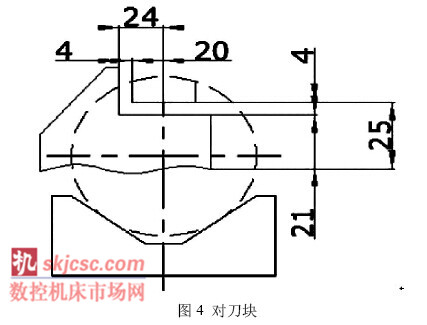
(3)對刀方案的設計。鍵槽銑刀需(xū)兩個方向對(duì)刀,故應采用側裝(zhuāng)直角對刀(dāo)塊。由於兩銑刀(dāo)的直徑相等,鍵槽深度(dù)由(yóu)兩工位V 形塊定位高度之差保證。兩銑刀的距離150mm 則由(yóu)兩銑刀鍵的軸套長度確定(dìng)。因此,隻需設置一個對刀塊即能(néng)滿足鍵槽的加工要求,如圖4 所示。
(4)總體(tǐ)結構。如圖5 所示為夾具體,它是夾具的基本骨架,通過它將夾具的所(suǒ)有元件連接成一個整(zhěng)體(tǐ)。定位元件、夾緊裝置(zhì)等分別分布在夾具的不同位置。
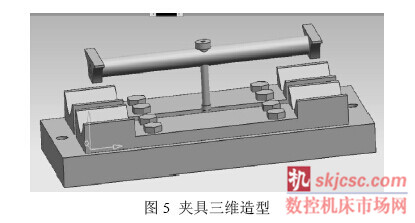
夾具體底麵(miàn)應設置定位鍵,兩定位鍵的側麵應與V 形(xíng)塊的對稱麵(miàn)平行。這裏使用梯形槽(cáo)螺釘即可將夾具固定在機床工作台上(shàng)。
結語
本文設計思路比較簡單,利(lì)用夾具設計的基本原理和原則。步驟先定位再夾緊方案,最後把各元素集中在夾具體上,形成最終的(de)銑床專用夾具(jù)。
如果您有(yǒu)機床行(háng)業(yè)、企業相關新聞稿件發表,或進行資(zī)訊合作,歡(huān)迎聯係本(běn)網編(biān)輯部, 郵箱:skjcsc@vip.sina.com








