
1 超(chāo)高速磨削技術的起源及其(qí)發展分析
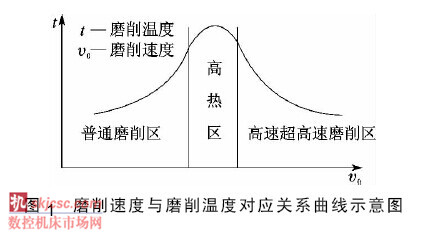
在機械製造技術的研究過程中,相關工作人員將磨削(xuē)加工(gōng)技術視作一種古老而(ér)自然的製造技術。隨著機械製造及其(qí)他各個行業的蓬勃發展,磨(mó)削(xuē)加工技術的應用也備受各方相關人士的特別關注與重視。然而,在相(xiàng)當長(zhǎng)的一段發展時間內,磨削加工技術在機械製造領域中的應用仍然處於探索(suǒ)研究階(jiē)段,磨削加工過程中的磨削速度也(yě)一直處於低(dī)速水平。進入20世紀之後,隨著機械製造行業的迅速發展,相關工作人員對磨削加工的工作效率期望更為具(jù)體,從而開展了有關高速磨削技術的研究與嚐試。在高速磨(mó)削技術的研究過(guò)程中,工作人員發現,當磨削速度提升至一定程度時,磨削溫度將呈現出較為(wéi)顯著(zhe)的上升趨勢,極(jí)有可能導致砂(shā)輪部件(jiàn)出現明顯(xiǎn)的失效現象,或使機械製造加工工件的(de)表麵出現磨削燒傷(shāng)問題(tí),這在很大程(chéng)度(dù)上(shàng)製約了磨削速度的提升。針對該問題,有(yǒu)關研究人員(yuán)提出了切削(xuē)速度指標與切削溫度指標之間的相(xiàng)關性關係,即在超高速切削區域內(nèi)存在一個所(suǒ)謂的“熱溝”,這也正是機械製造領域應用超高速磨削技術的基礎與關鍵。在這一區域內(nèi),切削(xuē)溫度指標會隨著切削速度指標(biāo)的提升而呈現出極為顯著的(de)增加趨勢,當達到最大數值(zhí)後,切削溫度指標會隨著切削速度指標的進一步提(tí)升(shēng)而表現出較(jiào)為顯著(zhe)的下降趨勢,二者對應關係的曲線示意圖如圖1所示(shì)。
2 超(chāo)高(gāo)速磨削技術在機(jī)械製造領域中的應(yīng)用(yòng)優勢相比於常(cháng)規磨削技(jì)術,超高速磨削技(jì)術的生產效率及(jí)加工精度更高,成品(pǐn)表(biǎo)麵粗糙度更低,且磨削磨粒及(jí)磨削加工設備的(de)使用壽命更長。在機(jī)械(xiè)製造領域中,應用超高速磨削技術已成為磨削加工發展的主流方向。具體而言,超(chāo)高速磨削技術的主要應用優勢可(kě)以概括(kuò)為以下幾個方麵:
2.1 提高(gāo)了生產效率
對於超(chāo)高速(sù)磨削技術而言,在單位時間內,能夠均勻且有效通過超高速磨削工作區的磨粒數(shù)量約為常規磨削(xuē)技(jì)術磨粒(lì)數量的5~10倍。因(yīn)此,在磨(mó)削厚度保(bǎo)持恒(héng)定(dìng)的條件下,采用超高速磨削技術的作業進給度更高。此(cǐ)外,高速磨削設(shè)備在單位時間內所(suǒ)需完成的工作強(qiáng)度也得到了有效控製,這有利於延長超(chāo)高速磨削設備的(de)有效使用壽命。
2.2 提高了(le)加工精度
相關研究人員通過試驗驗證發現,超高速磨削(xuē)技術在加工的(de)精密性方麵(miàn)具有顯著優勢。假設進(jìn)給量為恒(héng)定量(liàng),分別(bié)在超高速磨削技術和常規磨削技術變量(liàng)作用下,比(bǐ)較2種技術所獲得的磨削磨粒厚度情況。結果表明,在超高速磨削技術作用下,磨削(xuē)磨粒厚度相對較低,具備更加精密的加工精度,因此,可將該技術用於對加工精度有特(tè)殊要求(qiú)的機械製造作業中。
2.3 降低了成品表麵粗糙度
通過實踐和應用發現,在超高速磨削技術作用下,獲取的加工成品表麵比采(cǎi)用常規磨削技術加工(gōng)的成品表麵更加光潔,說明在機械製造過程中引入超高速磨削技術,能夠顯著降低所加工產品的(de)表麵粗糙度。
2.4 延(yán)長了(le)磨(mó)粒和(hé)砂輪的使用壽命
正如上文所提到的,采用超高速磨削技術(shù),可(kě)以顯著(zhe)提高磨削(xuē)作業階段的進給度,這也就使得(dé)磨粒平均負擔的負荷水平(píng)相對於常規(guī)磨削技術得到(dào)了(le)一(yī)定程度的(de)降低。此外,在超高速磨削過程中,可以對(duì)磨削設備中砂輪的磨削速(sù)度進行調整,從而(ér)將砂輪部件的有效使用壽命提升10倍左右。超高速磨削技(jì)術一方(fāng)麵提高了磨削(xuē)磨粒的使用壽命,另一(yī)方麵也延長(zhǎng)了超高速磨削設備的生命周期,這就使其在機械製造領域的應用具備(bèi)了經濟性優勢。
3 超高速磨削技術在機械製(zhì)造領域中的(de)具(jù)體應用(yòng)
理論上說,超高速磨削技術主要是(shì)指(zhǐ)砂輪以高於150m/s的線速(sù)度(dù)運行,來完成機械製造過(guò)程中磨削加工作業的技術。從機械製造作業實踐的角度(dù)上看,在超高速磨削(xuē)技術的(de)應(yīng)用過程中,假(jiǎ)定其他條件均為恒定值,則砂輪運行速度指標與超高速磨削作(zuò)業區域(yù)範圍內單位時間條件下的磨粒數指標存在正比例關係,即通過提高砂輪運行速度可以提升磨粒數指標(biāo)。在(zài)較高的砂輪運行速度及磨粒數條件下,超高速(sù)磨削過程中,每一個獨(dú)立運行磨粒所磨削的厚度指標將有所降低。對於機械製造實際作業而言,采用超高速磨削技術(shù)進行機械(xiè)製造加工的過程中,磨粒所對應的截麵(miàn)積指標僅為一(yī)般磨削技術所對應截麵積指標的幾十(shí)分之一,因(yīn)此,每一個(gè)磨粒所承受的磨削(xuē)作(zuò)用力(lì)更小,從而合理降低了磨削過程中的總(zǒng)體磨削力指標。超(chāo)高速磨削技術一方麵能夠提高機械製造領域的作(zuò)業質量和加工精度,另(lìng)一方(fāng)麵還能夠提(tí)高整(zhěng)個磨削(xuē)過程的可控性和可靠性。
4 結(jié)語
綜上所述,在(zài)機械製(zhì)造領域中應用超高速磨削技術一方麵(miàn)能夠顯著提高磨削加工的作業效率,另一方麵能夠確保磨削加工精度的顯著提升,這對於機械製造行業的發展而言無疑有著重要意義。本文針對超高速磨削技術在機械製造領域應用過程中所涉及的相關問題進行了簡要分析和說明,希(xī)望能夠為(wéi)今後相關研究與實踐工作的開展提供一定的參考與幫助。
如果您有機床行業、企業相關新聞稿件發(fā)表,或進行資訊合作(zuò),歡迎聯係(xì)本網編輯(jí)部, 郵箱:skjcsc@vip.sina.com








