
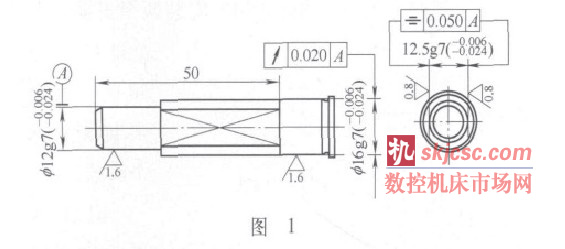
圖1為工件的結構簡圖,工件圓柱上有兩個側平麵(miàn),與基準(zhǔn)A有對稱度的要求,采用(yòng)常規的磨削方法,很難保證尺寸公差和位置公差。我們對工件的結構工藝性(xìng)、定位基準的選(xuǎn)擇進行了認真的分析,設計了磨削(xuē)工裝,均一次磨削成(chéng)功,驗證了此加工方法的可行性、合理性。
1. 工件加工工藝分(fèn)析(xī)
(1)在銑床上直接用(yòng)萬能分度頭裝夾工件外(wài)圓,頂尖頂持,加工圓柱側平麵,對稱度能達到要求,但表麵粗糙度很難達到圖樣要求。
(2)粗銑後,磨削(xuē)加工是最理想的,但是找正和(hé)裝夾是最困難的,每個平麵都(dōu)要試磨削後,測量剩餘(yú)的量,再進行磨削,反複幾次才能完成加工,而且尺寸12.5g7和對(duì)稱度時常會(huì)超差(chà),出(chū)現廢品。如何方便(biàn)、可靠地裝夾工件,保證加工和定位精度,我(wǒ)們設計(jì)了一套磨削工裝(zhuāng)。
2. 工裝的結構和工作原理
此工裝由三部分組成:
(1)夾具體(見圖2中的標號1)上有4孔,孔的形狀(zhuàng)與被加(jiā)工零件一致(zhì),φ 16H8、φ12H8是基準孔,上、下平麵與基準孔有對(duì)稱度要求,兩個孔中間部位有一缺口,便於壓緊塊放(fàng)入(rù),每個φ12H8孔前端都有一個螺紋孔,整個夾具體像“工”字形,凹槽是(shì)砂輪的工作部分。
(2)壓緊塊(見圖2)由上(shàng)、下兩個壓塊組成(chéng),用兩個螺釘聯接壓塊形成了(le)V形槽,實現(xiàn)它的壓緊功能。
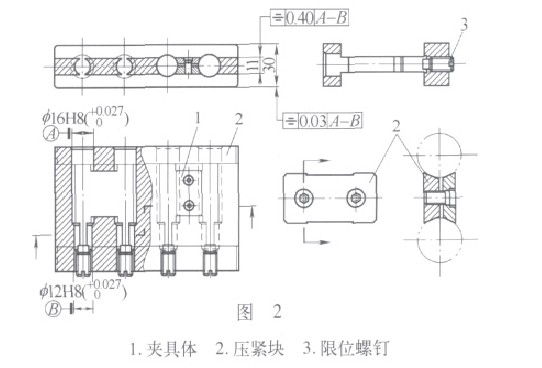
(3)限(xiàn)位螺釘是標(biāo)準的螺(luó)杆,端麵帶有一個凸台。由於工件平(píng)麵長度尺寸50mm是未注公差(chà),粗銑平麵時,每一批尺寸50mm有可能不相等(děng),這(zhè)就(jiù)需(xū)要限位(wèi)螺釘調節工件在夾具體內的前、後距離,保證磨削長度一致。此夾具定位及使用過程:①壓緊塊放入夾(jiá)具體內(nèi),將工(gōng)件(jiàn)插入夾具體孔內,調(diào)整限位螺釘保證4件工(gōng)件磨削區域(yù)一致,用彎尺找平工件圓(yuán)柱側平麵,旋緊壓緊塊螺釘,壓緊(jǐn)工件。②磁盤吸緊夾具體,用(yòng)深度卡尺測量夾具(jù)體(tǐ)一端麵(miàn)到被加工表麵實際距離,計算(suàn)加工餘量(夾具體端麵(miàn)與成品圓柱側平(píng)麵的距離(lí)是固定值),磨削平麵。③工裝翻轉180°,同樣的方法磨削另一平(píng)麵。一批(pī)工件,僅需(xū)首(shǒu)4件進行調試,其餘(yú)件磨削以磨床(chuáng)的刻度為準。
3. 結語
該工裝(zhuāng)解決了圓柱側(cè)平麵對稱度磨削問題,以較新的設(shè)計理念(niàn),實(shí)現了工件的裝夾、定(dìng)位的問題,保證了工件的加工要求(qiú),提高了生產效(xiào)率(lǜ)。
如果您有機床行業、企業相關新聞稿件發表(biǎo),或進行資(zī)訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com






州金馬")

