
在五(wǔ)軸機床的NC 驗證(zhèng)中, 圖形法驗證顯然無法滿足五軸機床的複(fù)雜性, 這是由(yóu)圖(tú)形法驗證方法的(de)簡單性和粗糙性決定的。以(yǐ)布爾運算為特征的實體碰撞和幹(gàn)涉檢驗方法, 隨著實體複雜程(chéng)度的(de)提高, 布爾運算耗費時間和內存的特點也逐漸顯現出來。加工件逐步成型技術可(kě)以(yǐ)很好地仿真材料的切除過程, 但是複雜實體裁剪線段的算(suàn)法實現(xiàn)起來也是困難重(chóng)重。離(lí)散點法矢量切割檢驗方法[ 6, 9] 用法矢量和刀具掃描體求交的方法(fǎ)進行NC 驗證(zhèng), 此方(fāng)法被認為是進行NC 驗(yàn)證最精確的方法[10] , 對精度檢驗來說還(hái)是不可替代的方法[ 9] , 可以給出定量的精度(dù)信息。該方法的難點有兩個: 一是刀具掃描體的構造和顯示, 二是射線和曲(qǔ)麵的求交算法。本文(wén)就是針對這一NC 驗證算法, 對刀具掃描體構造和顯示問(wèn)題展開研(yán)究。
1 五軸刀具掃描體的運動特點
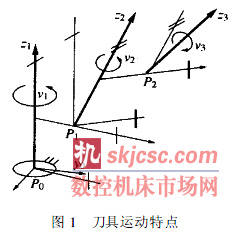
現代(dài)數控機床加工複雜零件的(de)過程一般如下: 首先根據零件(jiàn)圖樣及工藝要求等原始條件(jiàn)計算刀位軌跡, 產生刀位原文件, 然後經過後置處理把刀位原文件(jiàn)轉換成指定數控機床能執行的數(shù)控程序, 驅動相(xiàng)應(yīng)的執行機構進行加工。現代的數(shù)控加工過程, 在零件正式加工之前都要進行NC 驗證。NC 驗證主要關心的是刀具(jù)與零件的相對位置關係, 這(zhè)種關係或者直接由NC 程序來約束(shù), 或者由刀(dāo)位文件進行約束。由於不同的數控係統具有不同的指令集, 由NC程序直接驅動的加工仿真需要(yào)後置處理過(guò)程的配合, 對後置(zhì)處理的(de)研究超(chāo)出了本文的(de)研究範圍, 本文采用刀(dāo)位文件來規定刀具與零件之間的相互關係。刀位文件具(jù)有一定的格(gé)式, 需要一個刀位解釋器對其進(jìn)行處理, 從中提取出用於(yú)加工仿真的刀(dāo)位(wèi)軌跡信息。刀位軌跡信息主要包(bāo)括刀心位置和刀軸方向。五軸機床由於增加了二個擺動軸(zhóu), 使得刀具的刀軸矢量在加工過程中是(shì)變化的, 如圖1 所示。
2 刀具(jù)掃描體的描述
刀具掃描體就是刀具在加工過程中沿著加工(gōng)軌跡運動時所(suǒ)掃過的空間幾何實體。有許多文獻介紹過掃描體的生成[1, 2, 11, 12] , 它們的生成方法均建立在微分方程的基礎上,用數學方法求得曲麵包(bāo)絡(luò)麵方程, 因而生成的算法比(bǐ)較複雜, 實(shí)現比較(jiào)困難, 運算速度(dù)較慢。其(qí)中W. P. Wang 和(hé)K. K. Wang 的方法具有代表性[ 1, 2] 。
本文由五(wǔ)軸刀具掃(sǎo)描體的運動特點出發, 把刀具(jù)掃描體看成是每兩個刀位點之間掃描體的連接, 形成一個完(wán)整的掃描體, 由於在五軸數控加工中, 一般隻采用直線插補,所以這種(zhǒng)假(jiǎ)設是符合經過後置處理後得到的NC 程序運行的實際情況的。由於(yú)在運(yùn)動過程中(zhōng)刀軸矢量是變化的, 刀(dāo)具的各個部位掃過(guò)的表麵並不(bú)是平麵, 球頭刀的刀頭部分掃過的包絡麵也不是標準的柱麵。在兩個連續的刀位點之(zhī)間的包絡麵應該是一個掃描麵, 這個掃描(miáo)麵是由二維的邊界曲線或者直線沿著空間某個方向運動(dòng)形成的, 在這個運動過程中同時伴隨著回轉動作, 所以形成(chéng)的包絡麵形狀頗為複雜。用常規的拚合方法難以(yǐ)滿足造型需要(yào)。
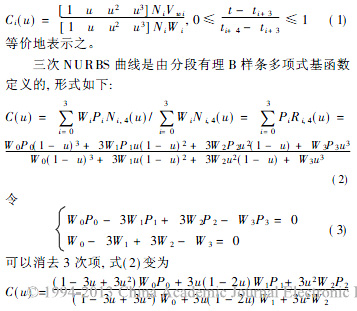
非(fēi)均勻有理B 樣條( NURBS ) 技(jì)術的出現, 使得無論對標準的解析形(xíng)狀( 如(rú)圓錐曲線、二次曲麵、回轉麵等(děng)) 還(hái)是自由曲線、曲麵都提供了統一的數學表示和(hé)統一的表示參數。這(zhè)解決(jué)了實際應用中大量存在的各種類型曲麵並存, 但是沒(méi)有一個有效表示這些曲麵形狀的統一的數學方(fāng)法的問題。本文以球頭圓柱刀作為研究對象, 刀具在運動中, 球麵(miàn)部分掃過的曲麵可以看作是一個個的直紋麵銜接而成, 這種直紋麵不能用一般的體素造型方法很好的表示, 利用非(fēi)均勻有理B 樣條( NU RBS) 方法可以解(jiě)決這一問題。但是由於構造該直紋麵的邊界曲線是一個半圓, 而NURBS 曲線是由控製點來表達的自由曲線, 從它的表達式(shì)不能簡單地推導半圓弧的表示形式。因此有必要首先研究用NURBS 曲線表示圓弧(hú)的方法, 然後才能得出直紋麵的NURBS 表達式。
3 刀具掃描體(tǐ)構造新方法(fǎ)
本節首先推導刀具(jù)的球頭部分形成的掃描麵, 該麵是整個掃描體構造中最複(fù)雜的部分, 其它部分可以看成是此部分曲麵的簡化, 可以按照(zhào)此部分曲麵加以(yǐ)推導即可。刀頭部(bù)分掃描(miáo)麵的邊界曲(qǔ)線是半圓弧, 3 次NURBS曲線能簡便地表示(shì)半圓弧, 方法如下:
定(dìng)理 若(ruò)已(yǐ)知三次有理Bezier 曲線(xiàn)Ci( u) , 其控製頂點及其權分(fèn)別(bié)為Ui , Ui+ 1, Ui+ 2, Ui+ 3; H i , H i+ 1, H i+ 2, H i+ 3。則它可(kě)以用(yòng)三次NURBS 曲線

由於刀具掃描體可以看成是在三維空間經過掃描所產生, 所以還必須求出掃描後產生的掃描麵方程, 根據五軸機床刀位軌(guǐ)跡驅動的刀(dāo)具掃描體的運動特點, 構造出的掃描麵應(yīng)該是NU RBS 曲麵, 把每二個刀位點(diǎn)之間的運動看成是二維圖形在空(kōng)間沿直線運動(dòng)和(hé)回轉運動的結合。
已知空間兩點(diǎn)P 0, P1, 連接兩點的直線(xiàn)可表示為
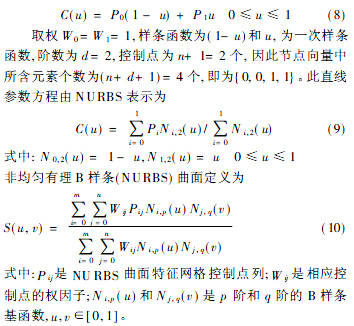
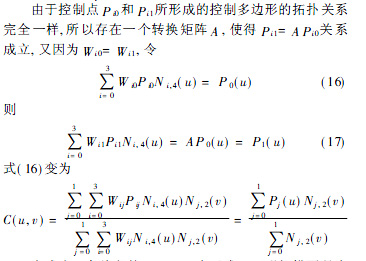
根據上述NURBS 曲麵定義(yì)以及半圓弧和直線的NU RBS 表示, 我們可以(yǐ)構造出球頭刀具的(de)球頭部分( 球頭也是刀具繞刀(dāo)軸形成的包絡麵, 此點請引起注意) 在三維(wéi)空間掃描形成的掃(sǎo)描體外表麵公(gōng)式(shì)。令

上式為一條線段的NURBS 表示(shì)式。證明掃描麵是直紋麵(miàn)。刀具掃描體(tǐ)的其餘部分包括: 起始點的刀具原體, 它們是半球(qiú)和圓柱體, 可以用B-rep 來(lái)表示。
3 仿真結(jié)果
OpenGL 是一(yī)個工業標準(zhǔn)的三維計算機圖形軟件(jiàn)接口(kǒu), 它的GLU 庫函數提(tí)供了一個NURBS接口(kǒu), 利用上麵推導出的結果, 結合CAD/ CAM 軟件生成的刀位文件, 我們用VC 編寫(xiě)了一個五軸刀具掃(sǎo)描體的仿真軟(ruǎn)件, 由圖3 中效果可以看出, 刀具掃描體的表麵光滑, 各個(gè)離散的掃描體的銜接連續, 能夠反應真實的刀具掃描體的包絡麵(miàn)。

如果(guǒ)您(nín)有機床行業(yè)、企業相關新(xīn)聞稿(gǎo)件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵(yóu)箱:skjcsc@vip.sina.com








