
轉子是羅茨(cí)鼓風機(jī)的(de)關鍵零件, 葉輪型麵的加工質量將直接影響羅茨鼓風機的性能。采用數(shù)控刨削方法加工葉輪時, 除準確計算刨削漸開線葉輪型麵刀具圓心的坐標外, 提高葉輪的定(dìng)位精度和分度精度是保證葉輪(lún)加工質量的關(guān)鍵。
三葉葉輪的分度精度要求(qiú)很高, 如果葉輪(lún)出現轉角誤差, 將很難控製各(gè)葉輪(lún)間(jiān)的間隙均勻性, 由此使風機的泄漏量增加, 性能下降。
二、分(fèn)度方法
解(jiě)決三葉葉輪的精確分度問題, 需設置一套專用的(de)葉輪三等分的(de)機構, 或利用分度頭與被(bèi)加工葉輪軸聯接, 利用分度頭實現(xiàn)三等分; 或利用(yòng)事先加工好的一塊三孔有(yǒu)嚴格位置要求的定位版( 三個孔(kǒng)圓心(xīn)與(yǔ)軸中心(xīn)連線的夾角互成120°) 固定在葉輪軸上, 其中一個孔與工作台用柱銷定位, 每加工(gōng)一道工序後換一個孔定位, 可達(dá)到準確分度的目的。有(yǒu)條件的可利用數控轉盤與葉輪軸聯接, 用數控達到將葉(yè)輪三等分的目的。
比照加工二葉葉輪型麵時, 利用工作台平麵和等高墊鐵將二(èr)葉葉輪準確定位實現二等分的原理(lǐ)( 二葉葉輪(lún)的輪葉間夾角為180°) , 可(kě)製作一定位機構, 利用定位塊使葉輪在被加工時準確定位來達到三等分的(de)目的。
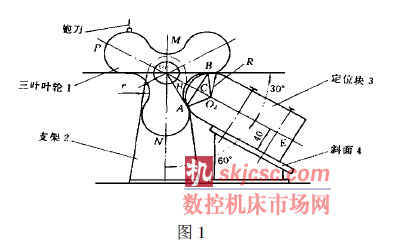
如圖1 所(suǒ)示, 設三葉葉輪的非工作麵半徑r = 35mm, 製作定位塊3 要求圓柱頭部半徑(jìng)R = 40mm( R> 1. 1r ) , 定位塊長250mm, 寬60mm, 高H = 2R = 80mm, 安(ān)裝在通(tōng)過葉輪軸心、與水平成30°夾角的平(píng)麵平行且距離為40mm 的斜麵(miàn)上, 定位塊可沿斜麵方向移動。
三、分度原理
設三葉葉輪軸心為O1, MN 和PH 分別是兩葉型麵的對稱線(xiàn), MN 和PH 的夾角為(wéi)60°, 當MN 與水平垂直時, 則PH 與水平的夾角為30°。圓O2 分別(bié)與兩漸開線接觸(chù)於A、B 兩點, 連接AB , 交對稱線PH 延長線於C 點。
因PH 是三葉圖形的對稱(chēng)線, 則△O1AC= △O1BC且AC= BC, O1A = O1B , 故O1C ⊥ AB,又因A、B 兩(liǎng)點也是(shì)圓O2 上的點, 則O2A= O2B, 故O2C ⊥AB, 所以(yǐ)O2 點是對稱線PH 延長線上(shàng)的一個點。
由圖1 得知, O2E 是定位(wèi)塊圖形(xíng)的對稱線, 且O2E 和水平成30°夾角, 已知對稱線PH 與水平(píng)成30°夾角, 所以O2E 與PH 延(yán)長線完全重合, 即當O2E 與水平成30°夾角(jiǎo)時, MN 對稱線正(zhèng)好與水(shuǐ)平垂直, MN 即為被加工型麵線的對(duì)稱線, 且與相(xiàng)鄰型麵的對稱線的夾角(jiǎo)為120°。
以上即為利用定位塊使被加工三葉葉輪準確定位達到三(sān)等(děng)分的分度方法。
四、結語
不管(guǎn)是仿型法還是數控法加工三葉葉輪, 均涉及到一個精確分度的問題。利用已有的加工設(shè)備, 增加部分工裝, 是(shì)完全可以生產出三葉羅茨鼓(gǔ)風(fēng)機的。
如果您有(yǒu)機床行業、企業相關新聞稿件發表,或(huò)進行資訊合作,歡迎聯(lián)係本網編輯部, 郵箱:skjcsc@vip.sina.com








