
1 鼓形齒輪加工原理
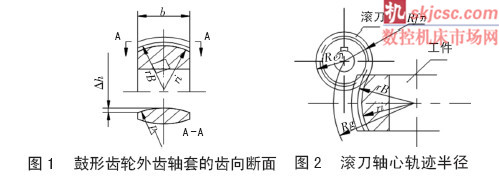
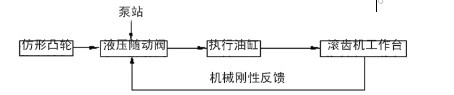
鼓形齒輪外齒軸套的齒向斷麵(圖1 中A-A)呈鼓形狀。在滾齒機上加(jiā)工這種鼓形斷麵齒形是利用變位齒輪(lún)原理,將齒輪(lún)的節線麵做成圓弧,稱為原始齒廓位移圓(其半徑為rB)。鼓形齒輪可(kě)看成是由無(wú)數變位係統逐漸變化的負變位齒輪薄片疊合而(ér)成,齒寬中(zhōng)點截(jié)麵變位係數為0,在滾切加工(gōng)時,隻要(yào)保證滾刀分度圓沿著原始齒(chǐ)廓位移圓弧rB 滾動即可,為此就需要使(shǐ)滾刀(dāo)軸心按照(zhào)半徑為Rg 的(de)圓弧軌(guǐ)跡運動(見(jiàn)圖2)。Rg 的尺(chǐ)寸按下式計算(參看圖2):
![]()
ri 為工件齒根圓弧(hú)半徑;
Rf 刀為滾刀分度圓半徑;
Re 刀為滾刀頂圓半徑。
按上述原理實(shí)現(xiàn)鼓形(xíng)齒輪的加工方法有(yǒu):機械(xiè)靠模法、電跟蹤仿形法、液壓仿形法。本文主要介紹用液壓仿形法加工鼓形齒(chǐ)輪
2 液壓(yā)仿形裝置工作原理及主要結構(gòu)
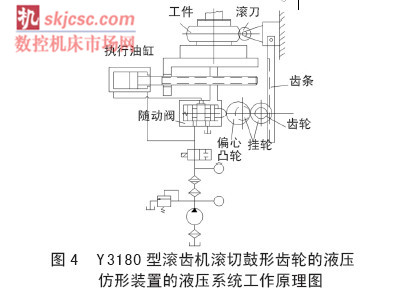
在液壓仿形裝(zhuāng)置中,是用一專(zhuān)用凸輪作為隨動係統的信號輸出裝置,當滾刀隨刀架(jià)滑座勻速(sù)向下垂直進給時(逆銑)通過液壓(yā)隨動係統控製工件跟隨工作台連續地徑向切入或切出,從而控製滾刀軸心嚴格按照Rg 的圓(yuán)弧曲線運動,這樣就保證了(le)滾刀按照鼓形齒輪的節(jiē)線圓(yuán)弧(hú)rB 進行滾切(qiē)加工。圖3 是(shì)滾切(qiē)加工鼓形齒輪液壓隨動係統工作原理方框圖。
該係統是由執(zhí)行油缸、進給(gěi)絲杆、隨動閥、仿形凸輪(lún)、掛(guà)輪以及供油部份等組成。執行油缸固定在Y3180 滾齒機的床身上。油缸(gāng)活塞與進給絲杆(gǎn)成一體,通過絲母帶動(dòng)工作台作往複縱向移動,即在液壓仿形滾(gǔn)切鼓形齒輪時受控(隨(suí)動)運動,並與滾刀架的勻速垂直運動相結合,使(shǐ)滾刀軸心相對於工件在垂直平(píng)麵內形成所要求的圓弧運動軌跡,即Rg 的圓弧軌(guǐ)跡。圖4 為Y3180 型滾齒機滾(gǔn)切(qiē)鼓形齒輪的(de)液壓仿形裝置的液(yè)壓(yā)係統工作(zuò)原理圖。
隨動閥是一機械(xiè)液壓控製,零開口雙邊控製滑閥。隨動運動速度的大小是由隨動(dòng)閥控製。其閥座安裝在工作台滑座下部,可隨工作台一起縱向移動(dòng),而閥芯(xīn)通過其(qí)上的觸(chù)頭由仿形偏心凸輪控製,可在閥(fá)座內軸向(xiàng)往複運動。閥芯相對於閥座的(de)軸向往複(fù)運動改變了隨動閥開口的大小,控製由油泵經隨動閥送入執行油缸的壓力油的(de)壓力及流量,從而(ér)控製了油缸活塞的方向及速度,使(shǐ)工作台的運動滿足相對於滾刀在徑向作仿形滾切工件運動。
仿形凸輪的支(zhī)座固定在床身(shēn)的前麵。刀架的垂(chuí)直進給運動通過固定在刀(dāo)架滑座(zuò)上的齒條軸、小齒輪及仿形掛輪Za 和Zb,使仿形凸輪得到需要的旋轉運動。由於偏心凸輪工作曲麵的作用,使得隨動閥芯得以在閥體內作軸向的往複運動,並可通過調整仿形掛(guà)輪的速度(dù)及更換(huàn)偏心凸輪來適應(yīng)各(gè)種鼓形齒輪的不同齒麵鼓度的(de)要求。
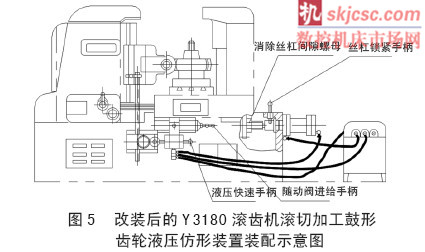
液壓仿形裝置的係統剛度是(shì)影響係統仿形精(jīng)度和穩定性的重要因素。在機械傳動中絲杆螺母間的適(shì)當間隙(xì)是必要(yào)的,但在仿形裝置(zhì)中這一間隙的(de)存在將會大大降低係統精度,嚴重(chóng)時會導致係統振動,失去穩定性而不能(néng)正常(cháng)工作。絲杆上的鎖(suǒ)緊(jǐn)螺母就是用來在進行液壓仿形加工時,鎖住絲(sī)杆與螺母,消除其間(jiān)隙的。圖(tú)5 為改裝後的Y3180 滾齒機滾切加工鼓形齒(chǐ)輪液壓仿形裝置裝配示意圖。
采用液壓仿形,隨(suí)動閥觸銷在凸輪上的接(jiē)觸壓力很小,僅為(wéi)0.15 ~ 0.2 MPa,因此凸輪不易磨損,能長期保持精度。由於液壓隨動係統具有剛性大,反應快及工(gōng)作靈敏度高等優點,機床工作台在執行油缸的推動下可以極低的仿形速度運動且能(néng)平穩的工作而不爬行。平均仿形隨動速度僅為(wéi)0.02 ~ 0.04mm/min,這就保證(zhèng)了裝置的(de)運動平穩性,加工出來的齒麵光滑齒形正確。這在其他類型(xíng)的鼓形齒輪加工裝置(zhì)是難(nán)以達到的。經過生產實踐證明,該裝置工作可靠,操作方便,加(jiā)工出的鼓形齒輪精度高。
改(gǎi)裝後(hòu)的機床(chuáng)除能加工鼓形齒輪外,仍保留(liú)了原有機床的加工性能,加工鼓(gǔ)形齒輪時隻需放(fàng)鬆絲杆鎖緊手柄並擰緊消除間隙(xì)的螺母然後啟動液壓係統(tǒng)就能進行液壓(yā)仿形加工。若(ruò)需進行一般常規齒輪加工,也隻要切斷液(yè)壓仿形係統的(de)油泵電源並用手柄鎖住絲杆。放鬆(sōng)消除間隙的螺母,機床的進給傳動鏈就恢複到原狀態,機床的其餘操作和正常操(cāo)作完全一(yī)樣,改裝後的(de)機床為多功(gōng)能性機床,適合於單件小(xiǎo)批生產。
3 液壓仿形裝置的仿形掛輪計算在滾切鼓形齒輪時,仿形(xíng)裝置的掛輪應適(shì)應所加(jiā)工的齒(chǐ)輪的原始齒廓位移圓半徑rB 及齒寬b 的要求。即
![]()
在本裝置中采用了一組16 個掛輪(lún)可基本滿足一般鼓(gǔ)形齒輪的加工,參看圖6
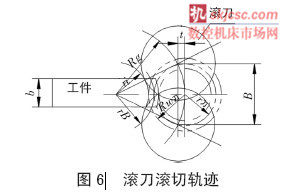
滾切加(jiā)工時滾刀軸心沿(yán)半徑等於Rg 的圓弧軌跡(jì)運動。Rg 應滿足如下(xià)方程:
![]()
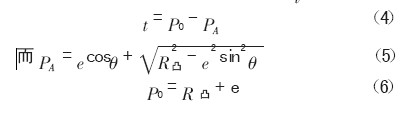
為(wéi)了將齒輪全齒寬b 完整地切出來,這時(shí)滾刀軸心沿Rg 圓弧所走(zǒu)過的弦長(zhǎng)應為B:
![]()
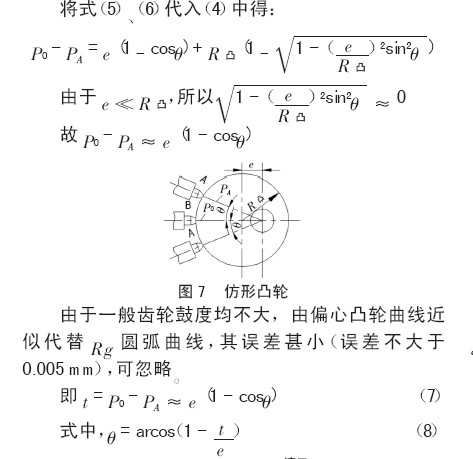
很顯然弦長B > b,弦長B 即是滾刀沿(yán)立(lì)柱導軌垂直走(zǒu)刀的行程,為了得到正確的齒麵鼓度,滾刀在液壓隨動閥的控製下,其徑向切入應為(wéi)弦高值t:
![]()
這是在仿形滾切鼓形齒(chǐ)輪時,滾(gǔn)刀在垂直方向走刀和徑向進刀行程應(yīng)嚴格遵守的關係。這B 和t 凸輪關(guān)係的實現則是通過仿形凸輪轉動來保證,即當滾(gǔn)刀垂直移動(dòng)B/2 行程(chéng)時,仿形凸輪則應轉過(guò)θ 角,如圖7 所示,這時凸(tū)輪的升程等於(yú)弦高t,即

b 為被加工鼓形齒輪齒寬,mm;
rB 為被加工齒輪原(yuán)始齒廓位移圓半徑,mm。
4 鼓形齒輪(lún)齒(chǐ)麵鼓度對稱度誤差分析
鼓形齒輪由於齒麵呈鼓度,齒寬中間齒厚最大,而兩端最薄。正常時,兩端齒厚S1 = S2,且齒斷麵對稱中心與齒輪軸(zhóu)線平行。這時不存在齒長方(fāng)向的齒向誤差。如(rú)(圖(tú)9a)所示。

但在實際加工(gōng)時則(zé)可能出現(圖9(b)、(c)、(d))三種不正常(cháng)的齒形斷(duàn)麵。為了保證齒輪聯軸器的設計參數最大軸間允許傾角△β 以及(jí)承載能力,必須要求鼓形齒輪(lún)兩端齒厚相等,且齒寬中心線(xiàn)為斷麵形狀(zhuàng)對稱中心線,即圖9(a)所示(shì)的圖形。為此將其測量誤差稱為(wéi)鼓形齒輪的齒麵鼓度對稱度誤差,它應小於允許值。測量時(shí)將百分表觸頭與齒麵分度圓(yuán)附近接觸,並使百(bǎi)分表沿平行(háng)於齒輪軸(zhóu)線(xiàn)方向移動(dòng),這樣在齒麵兩端測得的數值之差即為(wéi)鼓度對稱誤差(參看圖9(c)

式中,δBg 為(wéi)齒麵(miàn)鼓度對稱度公差。一般δBg 應在0.02 ~ 0.04 mm 範圍內,齒麵鼓度對稱度誤差的產生(shēng)主要是由於以下三個原因(yīn)引起(qǐ):
(1)由於機床刀架滑(huá)座垂直運動的幾何精度較差引起,這(zhè)可通過適當調整機床有關幾何(hé)精度和垂直導軌間隙來消除。
(2)由於滾刀在齒寬中點對刀時向某一端麵偏移所致,如圖10 所示。
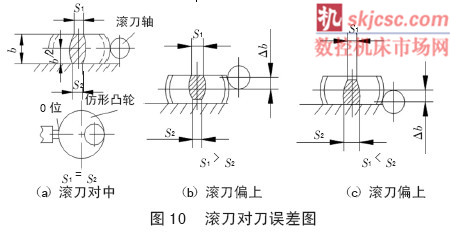
在對(duì)刀時,先要將仿形凸輪(lún)0 位(最高點)對(duì)準隨動閥觸銷中心,然後將滾刀中(zhōng)心剛好通過齒寬b中點(圖10(a)),滾刀中心偏離齒寬中點時,滾切出(chū)的齒形兩端麵(miàn)就不對稱。當滾刀對中心偏高時(圖10(b)),上端(duān)S1 小於S2(圖10(c))。為控製△Bg 值對刀誤差△b 應限製在±0.2 ~ 0.5 mm 之間。
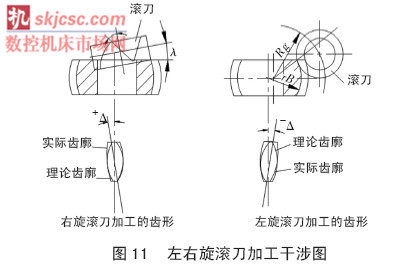
(3)由於滾切鼓形齒輪時產生的一種特殊(shū)齒麵幹涉現象引起(如圖(tú)11 所示)的誤差。產(chǎn)生這(zhè)一特殊齒麵幹涉(shè)現象是由於兩個原因引起的:第一由於安裝滾刀時(shí),需將(jiāng)軸線相對於水(shuǐ)平傾斜一個滾刀(dāo)螺旋升角λ;第二再加上滾刀沿著Rg 圓弧軌跡滾(gǔn)切(qiē)包絡鼓形(xíng)齒麵。這樣滾刀隻有通過齒麵中點不(bú)產生幹涉外,在其餘平行於端麵的齒(chǐ)形都因滾刀螺旋刀刃的幹涉而發生切向位(wèi)移(yí)。此幹涉隨著離開齒寬中點越遠越嚴重,在兩端麵上的幹涉最(zuì)大。當采用右旋滾刀時,齒向左扭斜。采用(yòng)左旋滾刀時則向右扭斜(圖11所示)。其(qí)鼓度對稱度誤差是與鼓形齒的原始(shǐ)齒廓(kuò)位移圓半徑rB 及齒寬b 有關。rB 越小(△Bg 越大),b 越(yuè)寬,則(zé)幹涉越嚴重△Bg 越大。
鼓形齒輪鼓度對稱度誤差(chà)△Bg 為以上三(sān)種(zhǒng)情況下產生的誤差之和。其中主要是後兩項影響較大(dà),特別對第二項應嚴加控(kòng)製,否則對刀(dāo)誤差造成的△Bg將大大超過允許值(zhí),使聯軸器性能下(xià)降。
仿形裝置的製(zhì)造精度較差產生仿形滯後現象也會造成鼓形齒輪鼓度對稱度誤差△Bg,對此,不擬作更多(duō)分析。
5 結束語
液壓仿形加工鼓形齒輪這(zhè)一加工工藝方法,經過多年來的生產實(shí)踐,為我公司的鼓形齒輪加工提供了可靠的保證,滿足了生產的需要。用這套裝(zhuāng)置加工鼓形齒輪,與在普通滾齒機上加(jiā)工圓柱齒輪,操作上沒(méi)多大區別(bié)。所用(yòng)工時也基本相同,對於不同尺寸和模數(shù)的鼓形齒輪(lún)加工,具有萬能性,即適用於成批生產,也可用於單件小批生產。
如果您有機床行業、企業相關新聞稿件發表,或進行資訊合作,歡迎聯係本網編輯部, 郵箱:skjcsc@vip.sina.com








